Molde Multi-cavidad con Flujo Desbalanceado: Guía Completa de Inspección Visual
"El flujo desbalanceado en moldes multi-cavidad crea riesgos de calidad ocultos con variaciones de cavidad a cavidad que derrotan la inspección manual. La visión de máquina con IA detecta patrones de defectos sutiles en todas las cavidades a plena velocidad de producción, transformando la varianza de cavidad en inteligencia de proceso accionable."
El Problema: La Varianza de Cavidad Crea Riesgos de Calidad Ocultos
Los moldes multi-cavidad son esenciales para la producción de moldeo por inyección de alto volumen, pero el flujo desbalanceado entre cavidades sigue siendo uno de los desafíos de calidad más persistentes en la fabricación de plásticos. Cuando la masa fundida de polímero no llena cada cavidad uniformemente, el resultado es inconsistencia dimensional y patrones de defectos que varían de cavidad en cavidad.
Defectos Comunes por Desequilibrio de Flujo de Cavidad:
- Tiros cortos — llenado incompleto de la cavidad debido a material insuficiente que llega a las cavidades exteriores
- Rebabas — material excedente que escapa por las líneas de partición en cavidades sobre-empacadas
- Marcas de hundimiento — depresiones superficiales por enfriamiento desigual y presión de empaque
- Deformación — distorsión dimensional causada por tasas de contracción diferencial entre cavidades
- Debilidad en líneas de soldadura — defectos estructurales donde los frentes de flujo se encuentran a temperaturas variables
- Variación de brillo — acabado superficial inconsistente que revela diferencias en la tasa de llenado entre cavidades
La inspección manual de piezas multi-cavidad es notoriamente poco confiable porque los inspectores deben evaluar simultáneamente numerosas piezas con variaciones sutiles específicas de cavidad. La fatiga humana aparece rápidamente al comparar docenas de piezas casi idénticas por minuto, y la consistencia requerida para detectar la deriva de cavidad a cavidad está simplemente más allá de la capacidad humana a velocidades de producción.
La Solución: Visión de Máquina Impulsada por Aprendizaje Profundo
Los sistemas de visión de máquina equipados con algoritmos de aprendizaje profundo sobresalen precisamente en la tarea que derrota a los inspectores humanos: detectar patrones sutiles y repetibles en grandes volúmenes de piezas similares. A diferencia de los sistemas basados en reglas que tienen dificultades con la variación natural inherente al moldeo por inyección, la inspección con IA aprende el rango aceptable para cada posición de cavidad y marca los valores atípicos estadísticos.
El enfoque de Overview.ai ofrece inspección consistente y objetiva a plena velocidad de línea, evaluando cada pieza de cada cavidad sin compromisos de muestreo. El sistema construye líneas base específicas por cavidad, permitiendo a los fabricantes identificar no solo piezas defectuosas, sino cavidades problemáticas antes de que las tasas de desperdicio escalen.
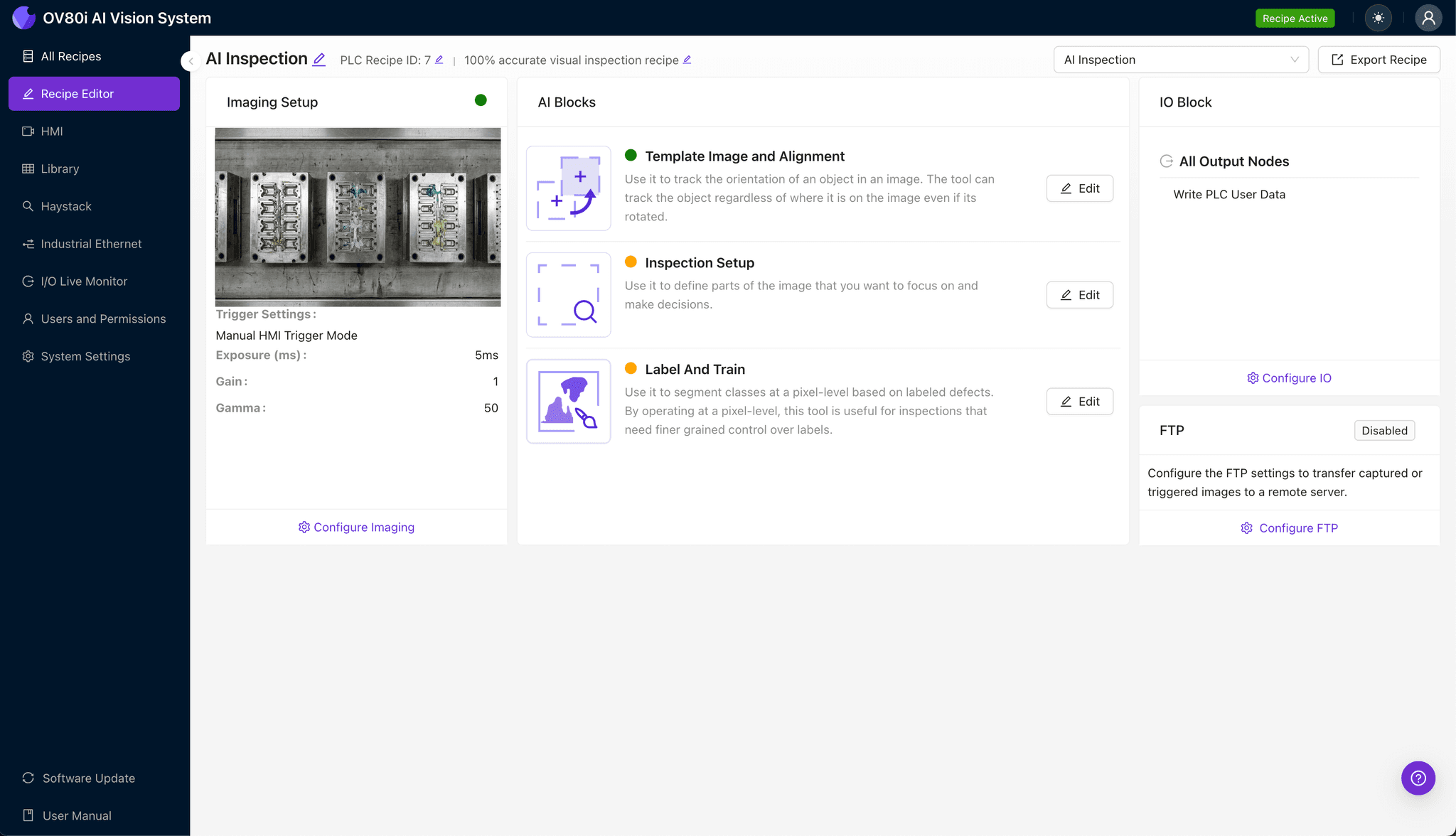
Paso 1: Configuración de Imagen
Posicione sus piezas moldeadas multi-cavidad bajo el sistema de cámara OV80i, asegurando una orientación consistente conforme las piezas salen del molde o llegan por transportador. La iluminación adecuada es crítica para detectar defectos superficiales como marcas de hundimiento y variación de brillo.
Haga clic en "Configurar Imagen" en la interfaz de Overview para acceder a la Configuración de Cámara. Ajuste la exposición y ganancia hasta que los detalles superficiales sean claramente visibles sin sobreexposición en áreas reflectantes.
Haga clic en "Guardar" para fijar sus parámetros de imagen.
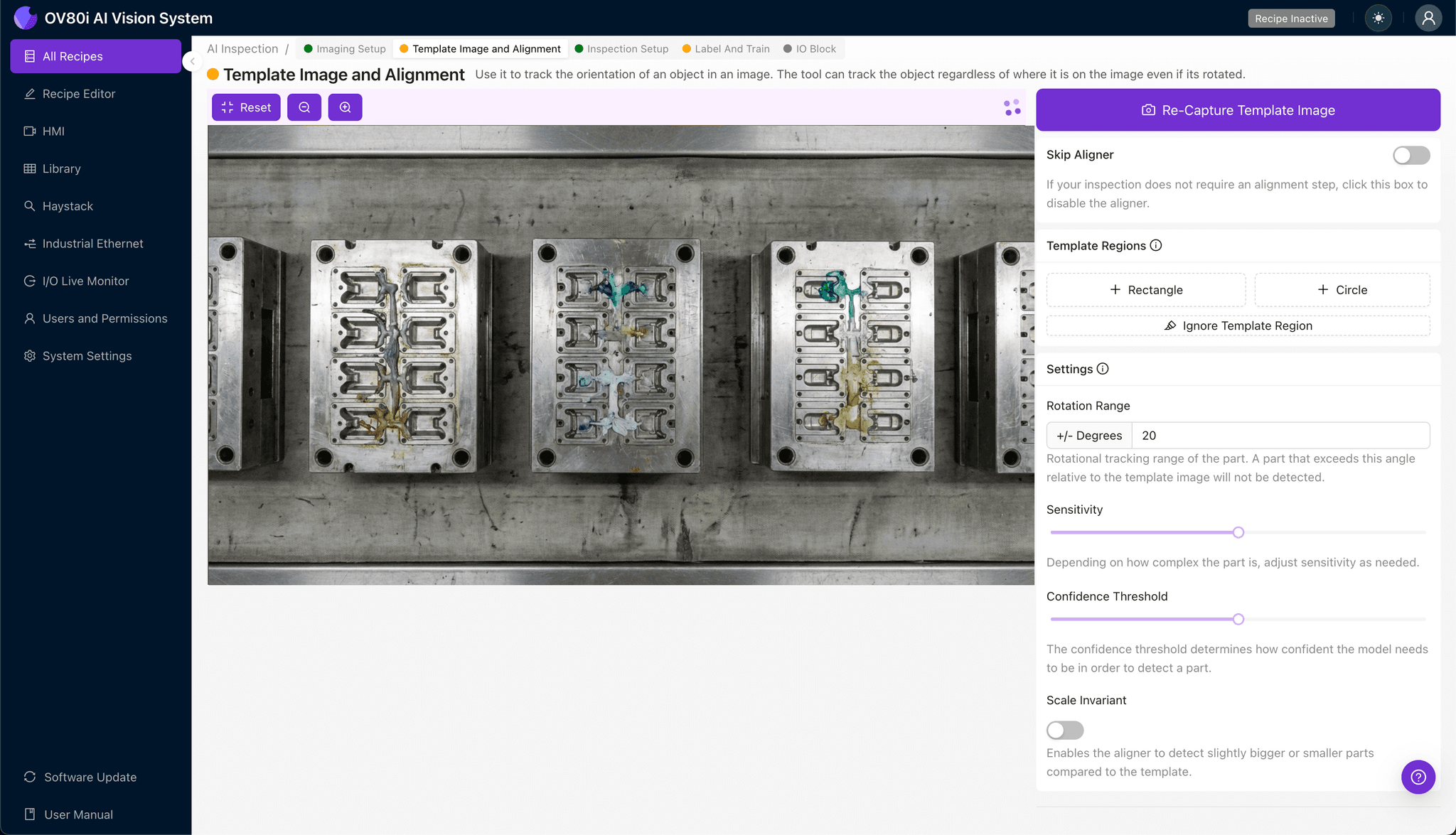
Paso 2: Alineación de Imagen
Navegue a "Imagen de Plantilla" en el menú de configuración. Capture una plantilla usando una pieza conocida como buena posicionada en la orientación estándar.
Haga clic en "+ Rectángulo" para agregar una región de alineación alrededor del cuerpo principal de la pieza. Este punto de anclaje garantiza una inspección consistente independientemente de la variación menor de posicionamiento.
Establezca el "Rango de Rotación" en 20 grados para adaptarse a cualquier varianza rotacional en la presentación de piezas en la línea.
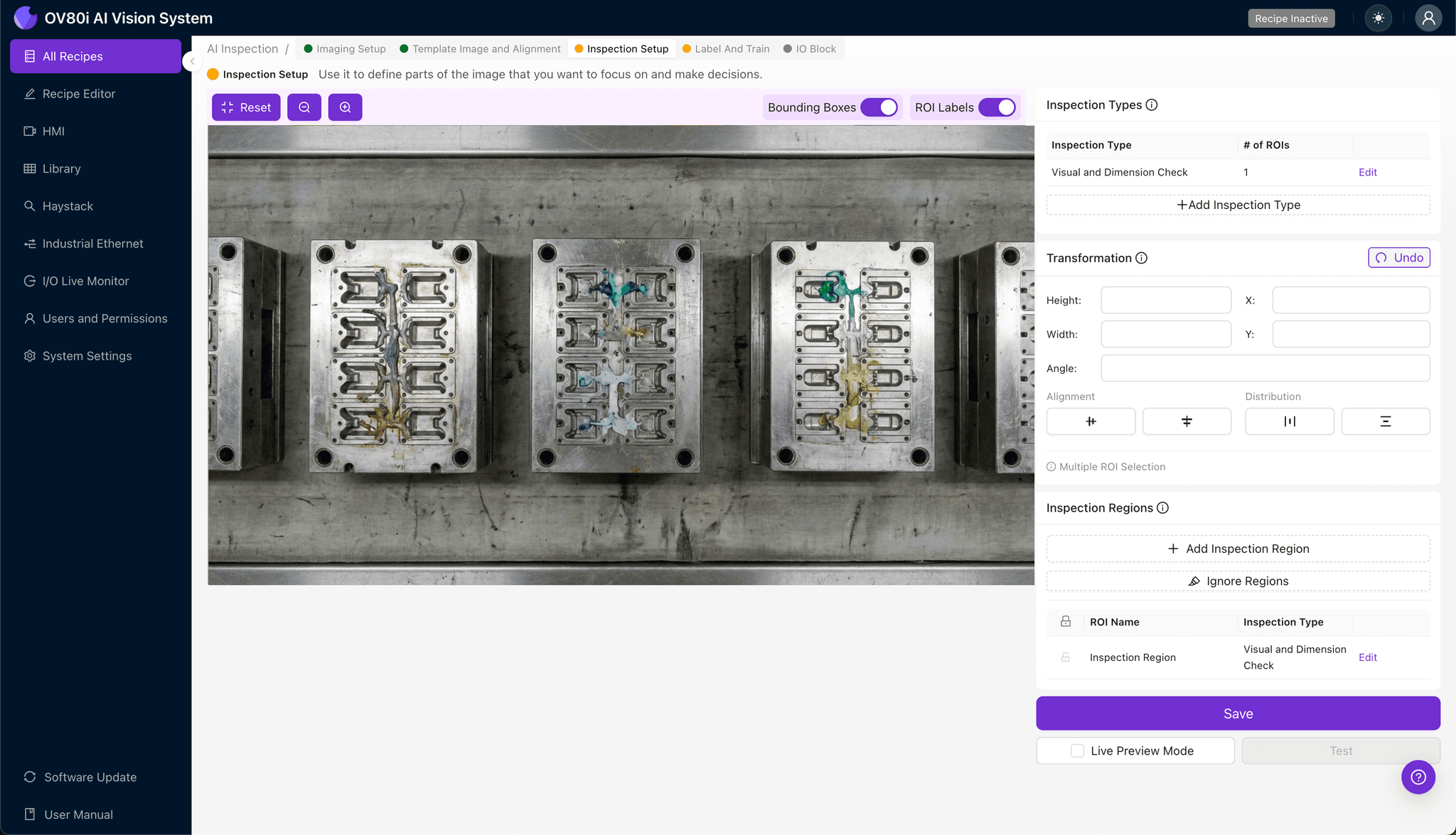
Paso 3: Selección de Región de Inspección
Navegue a "Configuración de Inspección" para definir sus zonas de evaluación críticas. Renombre sus "Tipos de Inspección" para reflejar defectos específicos de cavidad, por ejemplo, "Tiro Corto", "Marca de Hundimiento" o "Detección de Rebaba".
Haga clic en "+ Agregar Región de Inspección" para cada categoría de defecto. Redimensione el cuadro delimitador amarillo para cubrir áreas críticas: ubicaciones de compuerta, secciones de pared delgada, líneas de partición y superficies cosméticas.
Haga clic en "Guardar" después de configurar todas las regiones de inspección.
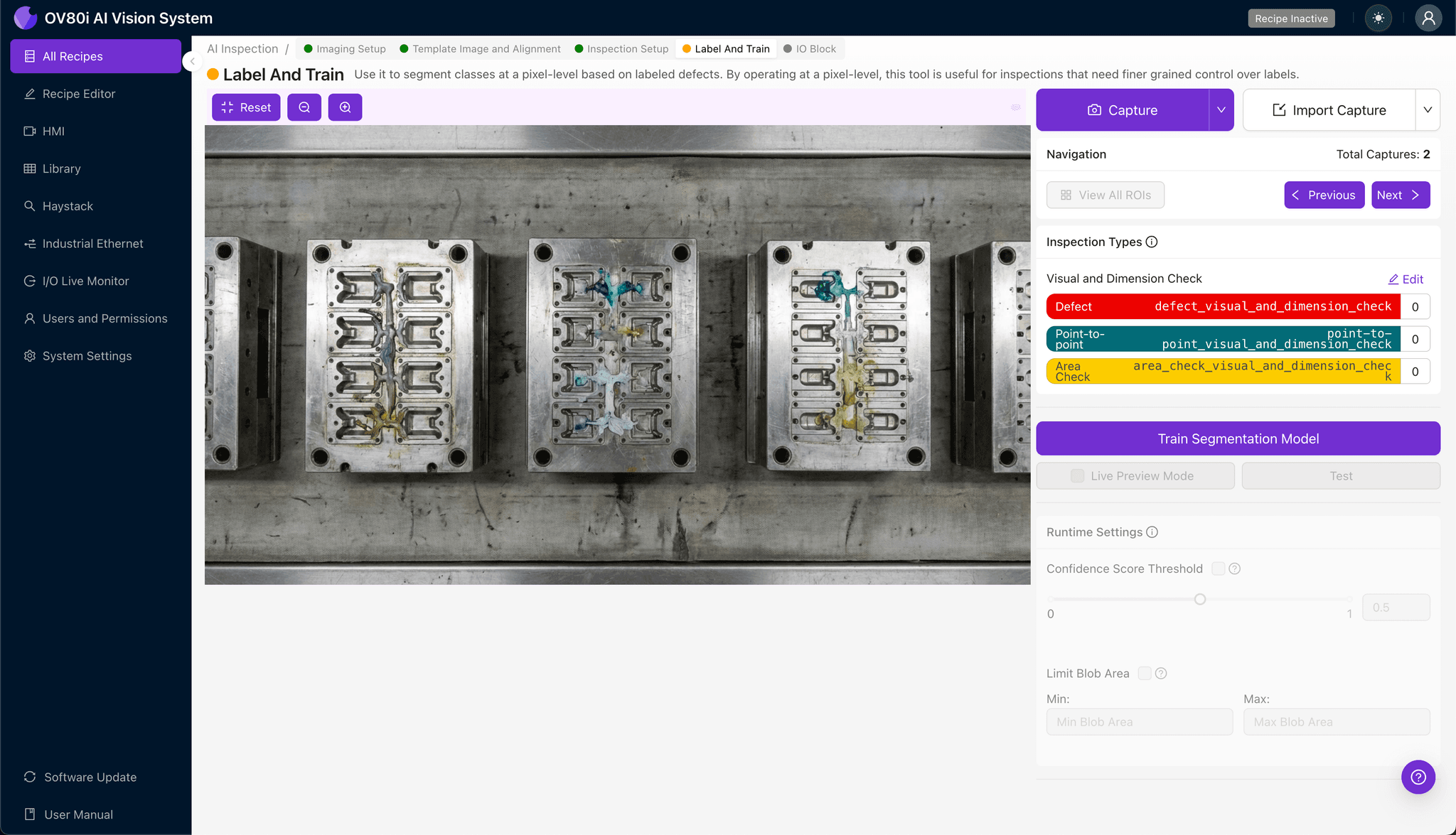
Paso 4: Etiquetado de Datos
El proceso de etiquetado con intervención humana entrena a la IA para reconocer sus estándares de calidad específicos. Revise las imágenes capturadas y etiquete cada una como Buena o Mala basándose en sus criterios de aceptación.
Incluya muestras representativas de todas las cavidades, capturando la variación natural entre posiciones de cavidad. Asegúrese de que los modos de falla conocidos, tiros cortos de cavidades exteriores, rebabas de cavidades interiores, estén bien representados en su conjunto de datos de entrenamiento.
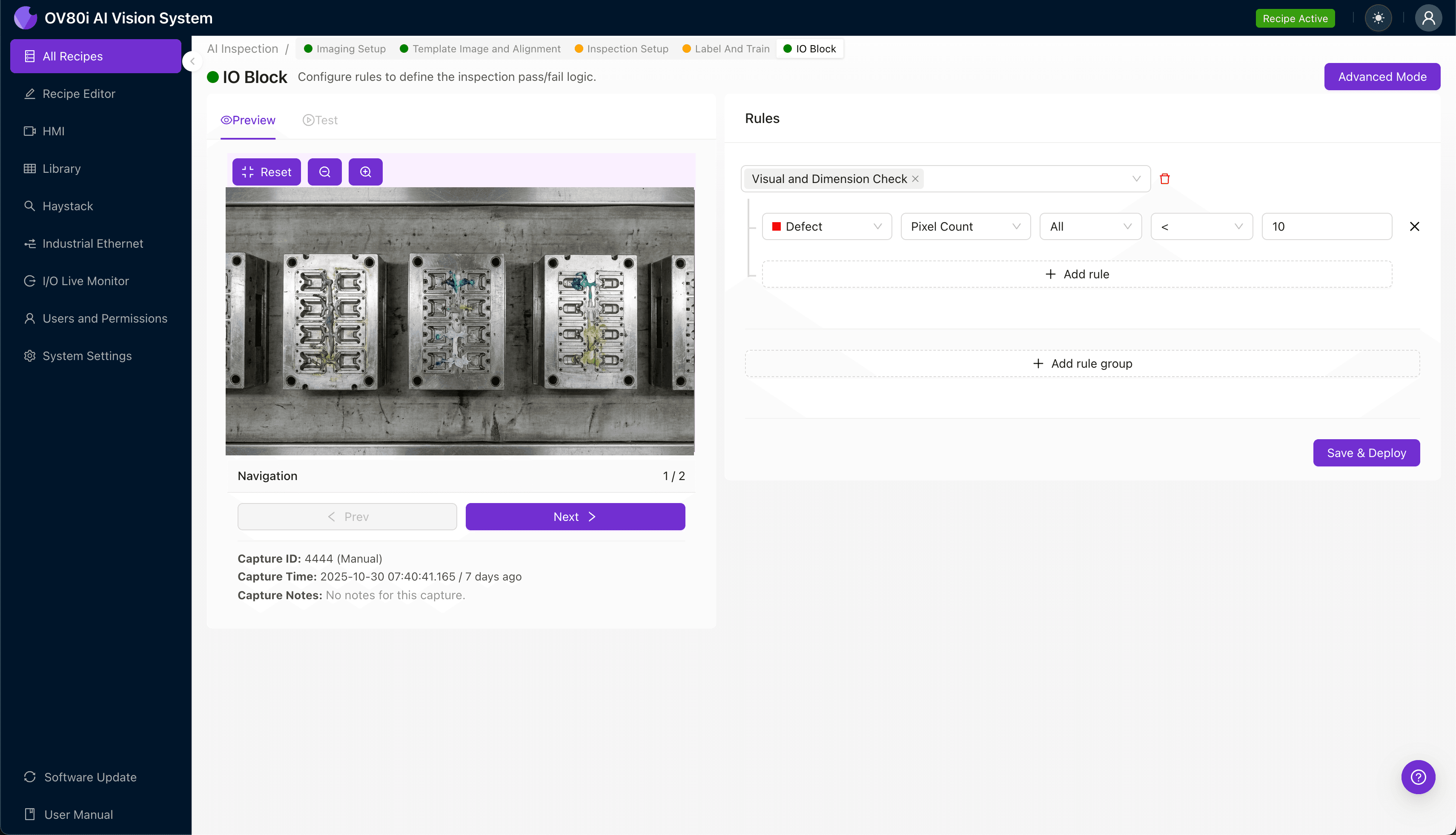
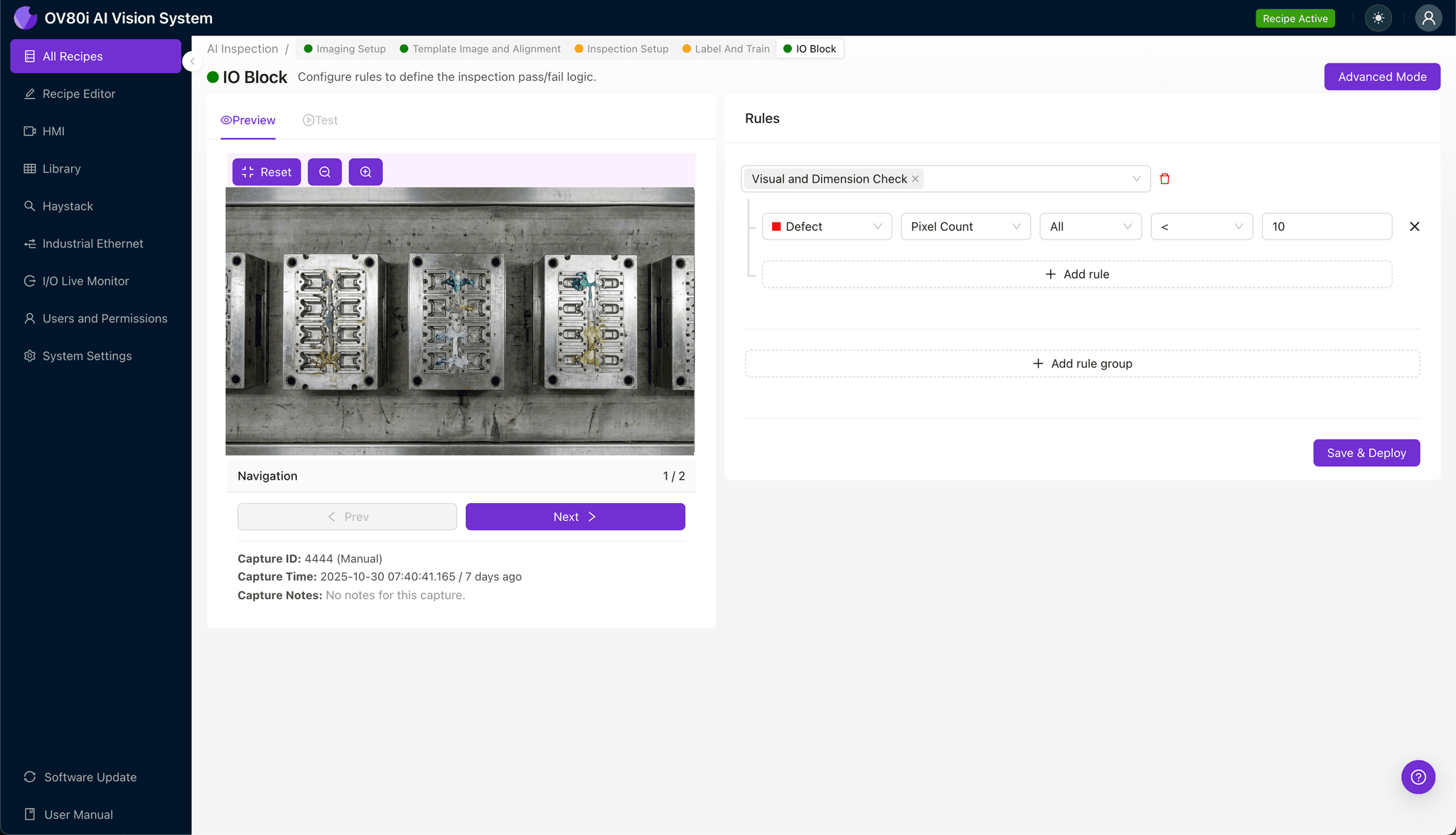
Paso 5: Creación de Reglas
Configure la lógica de pasa/falla basada en sus Tipos de Inspección definidos. Establezca umbrales que se alineen con las especificaciones del cliente y los estándares de calidad internos.
Controle la aceptación automatizada en la línea vinculando los resultados de inspección a mecanismos de rechazo. Las piezas que fallan cualquier inspección crítica activan la desviación automática, asegurando que solo las piezas conformes avancen aguas abajo.
Resultados Clave y ROI
Implementar inspección visual con IA para el monitoreo de moldes multi-cavidad genera un valor empresarial medible:
- Reducción de tasas de desperdicio — detecte problemas específicos de cavidad antes de que produzcan horas de piezas defectuosas
- Mayor rendimiento — elimine cuellos de botella de inspección con evaluación en línea al 100% a plena velocidad de producción
- Cumplimiento y trazabilidad — mantenga registros detallados de inspección que vinculan defectos a cavidades específicas, marcas de tiempo y corridas de producción
- Información para mejora de procesos — identifique cavidades con bajo rendimiento y correlacione patrones de defectos con parámetros de proceso para mantenimiento de molde dirigido
Al transformar la varianza de cavidad de un riesgo de calidad oculto en inteligencia de producción accionable, Overview.ai ayuda a los fabricantes a convertir sus moldes multi-cavidad en activos consistentes de alto rendimiento.
Elimine los Defectos de Varianza de Cavidad Hoy
Deje de depender de la inspección manual para moldes multi-cavidad. Implemente Overview.ai para detectar defectos al instante en todas las cavidades.