多腔模具不平衡流动:完整视觉检测指南
"多腔模具中的不平衡流动会产生隐藏的质量风险,型腔间差异使手动检测失效。AI驱动的机器视觉以全生产速度检测所有型腔中的细微缺陷模式,将型腔差异转化为可行的工艺情报。"
问题:型腔差异产生隐藏的质量风险
多腔模具对于高产量注射成型生产至关重要,但型腔之间的不平衡流动仍然是塑料制造中最持久的质量挑战之一。当聚合物熔体不能均匀填充每个型腔时,结果是尺寸不一致性和因腔而异的缺陷模式。
型腔流动不平衡导致的常见缺陷:
- 欠注 — 由于材料无法到达外部型腔而导致的不完整型腔填充
- 飞边 — 在过度填充型腔中从分型线逸出的多余材料
- 缩痕 — 由不均匀冷却和填充压力引起的表面凹陷
- 翘曲 — 由型腔间差异收缩率引起的尺寸变形
- 熔接线缺陷 — 流动前锋在不同温度下相遇的结构缺陷
- 光泽变化 — 不一致的表面光洁度揭示型腔间的填充速率差异
多腔零件的手动检测众所周知地不可靠,因为检验员必须同时评估具有细微的、特定型腔变化的大量零件。当每分钟比较数十个几乎相同的零件时,人类疲劳迅速出现,捕获型腔间漂移所需的一致性在生产速度下简单地超出了人类能力。
解决方案:深度学习驱动的机器视觉
配备深度学习算法的机器视觉系统在精确完成那些使人工检验员失败的任务方面表现出色:在大量相似零件中检测细微的、可重复的模式。与在注射成型中固有的自然变化中挣扎的基于规则的系统不同,AI驱动的检测学习每个型腔位置的可接受范围,并标记统计异常值。
Overview.ai的方法以全线速度提供一致、客观的检测——评估每个型腔的每个零件而不进行抽样妥协。该系统建立特定型腔的基准,使制造商不仅能识别缺陷零件,还能在废品率升级之前识别问题型腔。
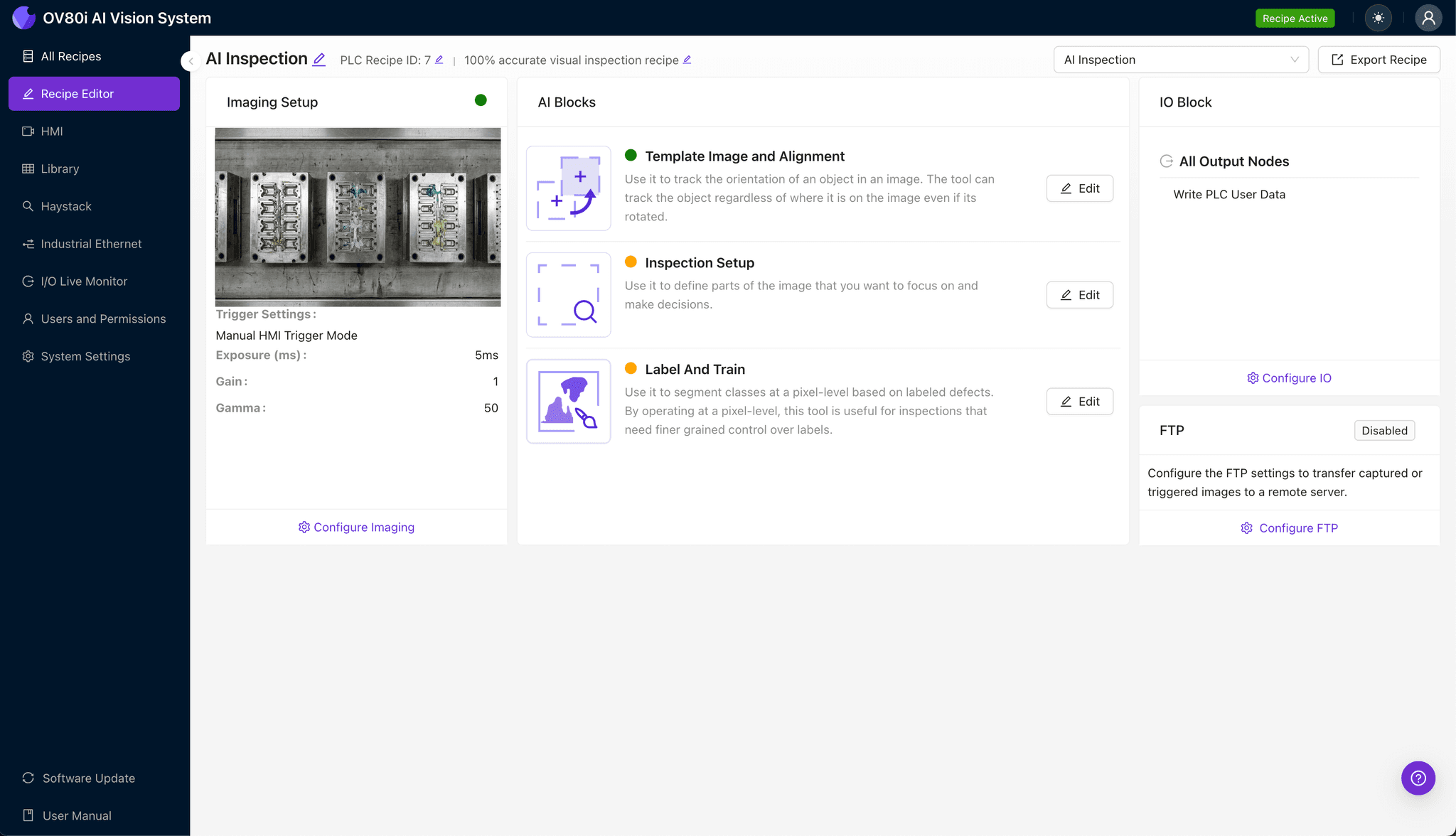
第一步:成像设置
将您的多腔成型零件放置在OV80i相机系统下,确保零件从模具出来或通过传送带到达时方向一致。适当的照明对于检测缩痕和光泽变化等表面缺陷至关重要。
点击Overview界面中的"配置成像"以访问相机设置。调整曝光和增益,直到表面细节清晰可见,在反光区域不过曝。
点击"保存"以锁定您的成像参数。
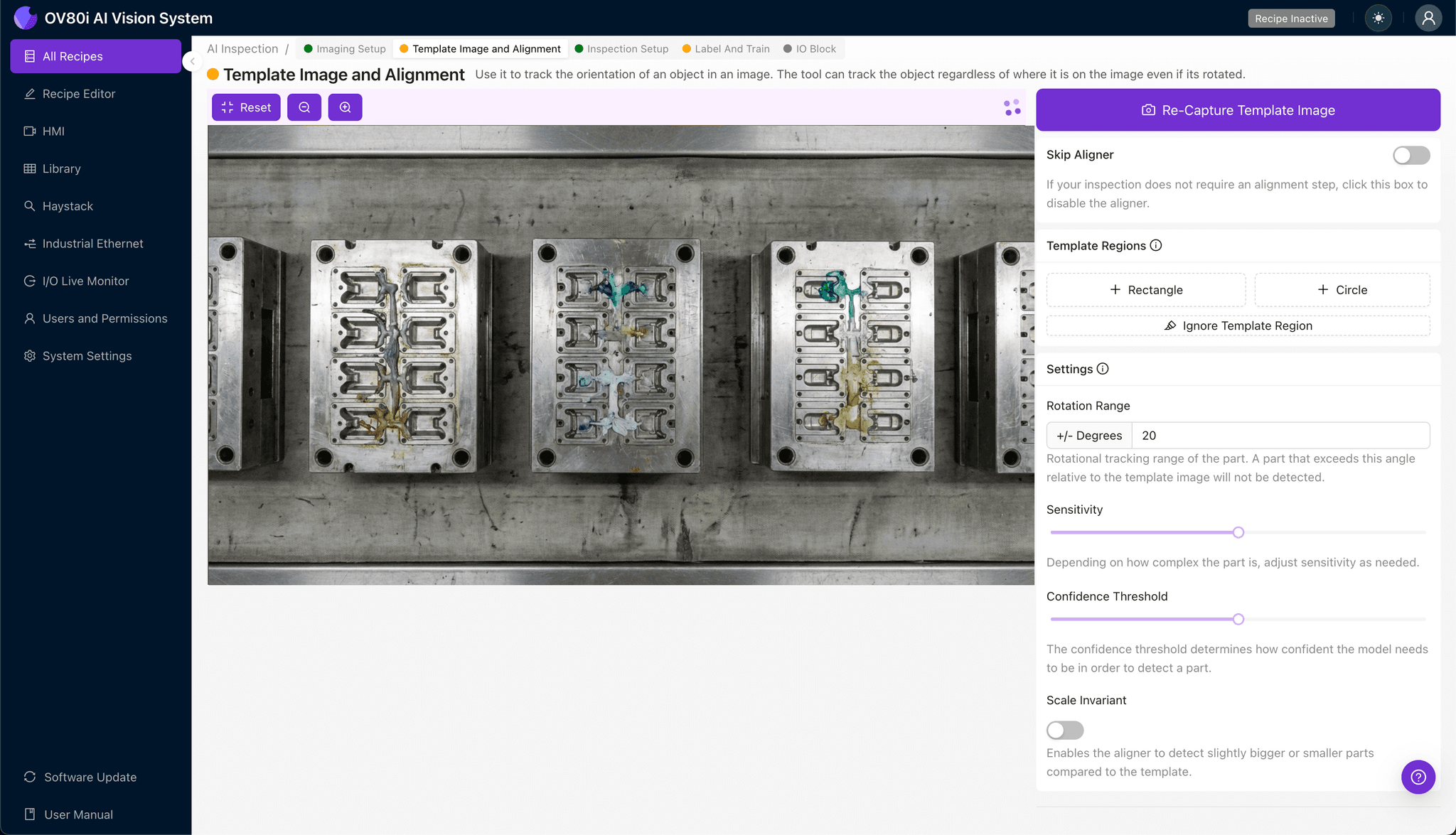
第二步:图像对齐
在设置菜单中导航至"模板图像"。使用以标准方向定位的已知良品零件捕获模板。
点击"+ 矩形"在零件主体周围添加对齐区域。该锚点确保无论定位的微小变化,检测都保持一致。
将"旋转范围"设置为20度,以适应生产线上零件呈现中的任何旋转差异。
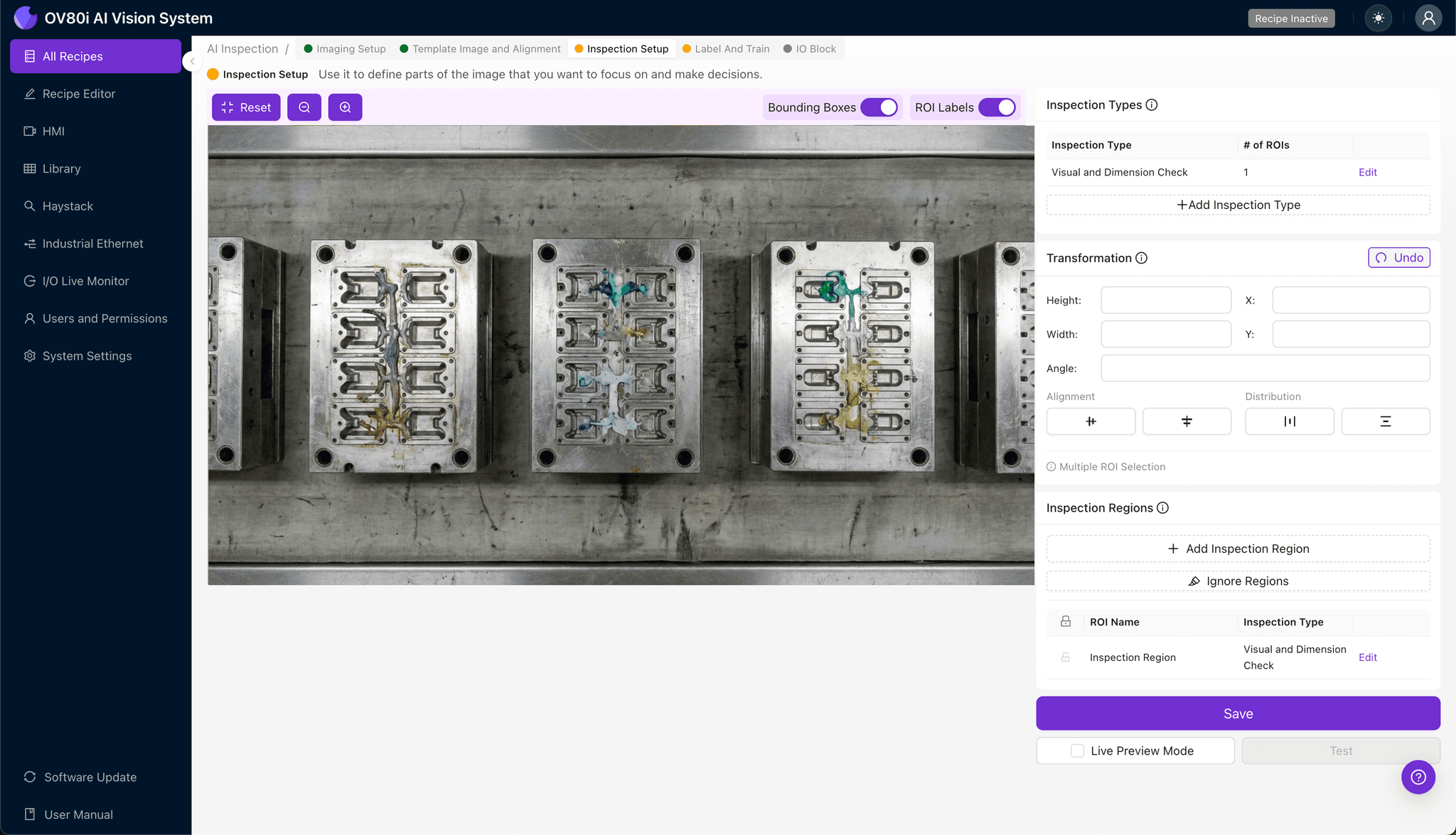
第三步:检测区域选择
导航至"检测设置"以定义您的关键评估区域。重命名您的"检测类型"以反映特定型腔缺陷——例如"欠注"、"缩痕"或"飞边检测"。
为每个缺陷类别点击"+ 添加检测区域"。调整黄色边界框的大小,以覆盖关键区域:浇口位置、薄壁截面、分型线和外观表面。
配置完所有检测区域后点击"保存"。
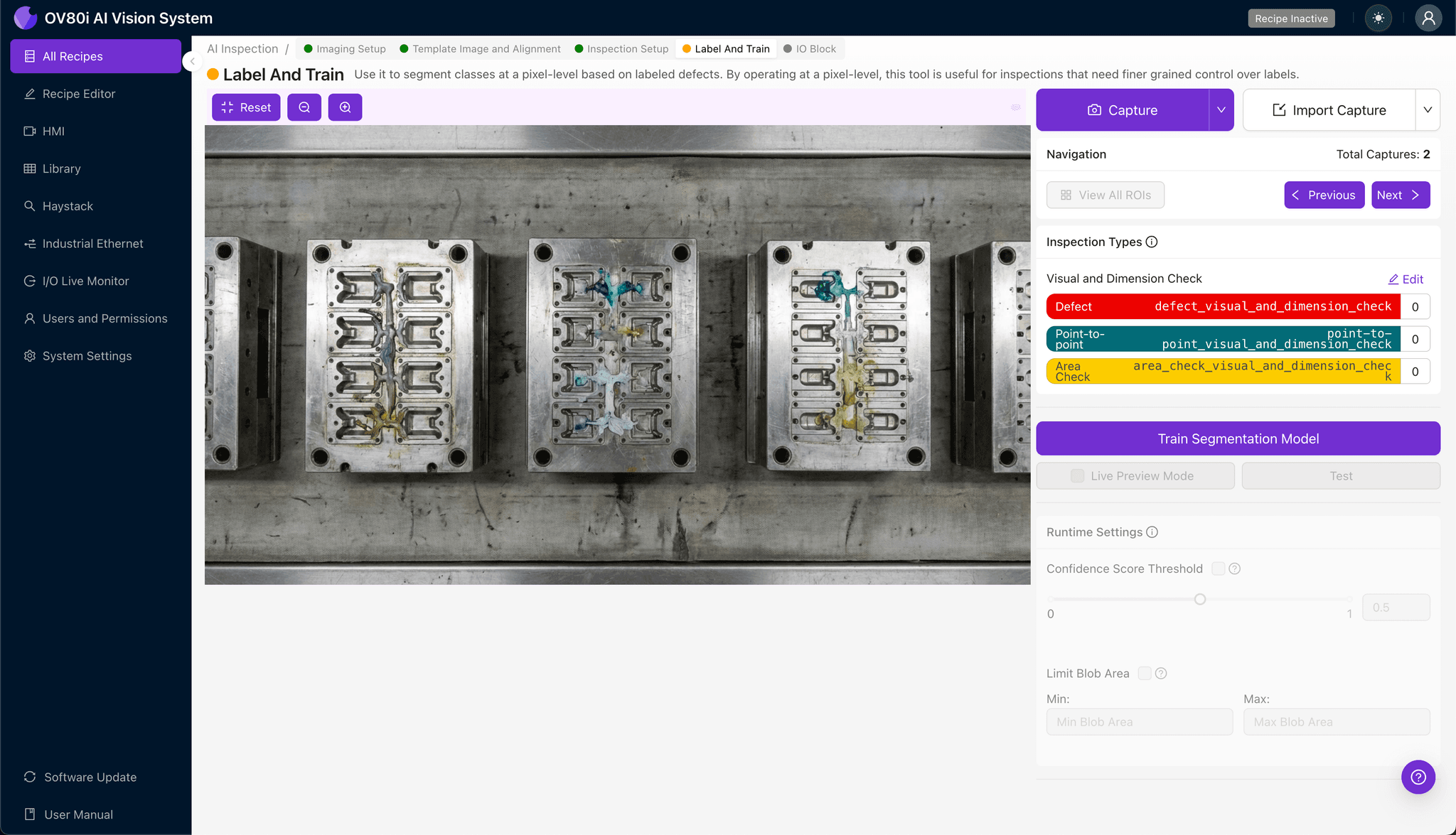
第四步:数据标记
人机协作标记过程训练AI识别您的特定质量标准。查看捕获的图像,根据您的验收标准将每张图像标记为良品或不良品。
在所有型腔中纳入具有代表性的样本,捕获型腔位置之间的自然变化。确保已知失效模式——来自外部型腔的欠注、来自内部型腔的飞边——在您的训练数据集中充分代表。
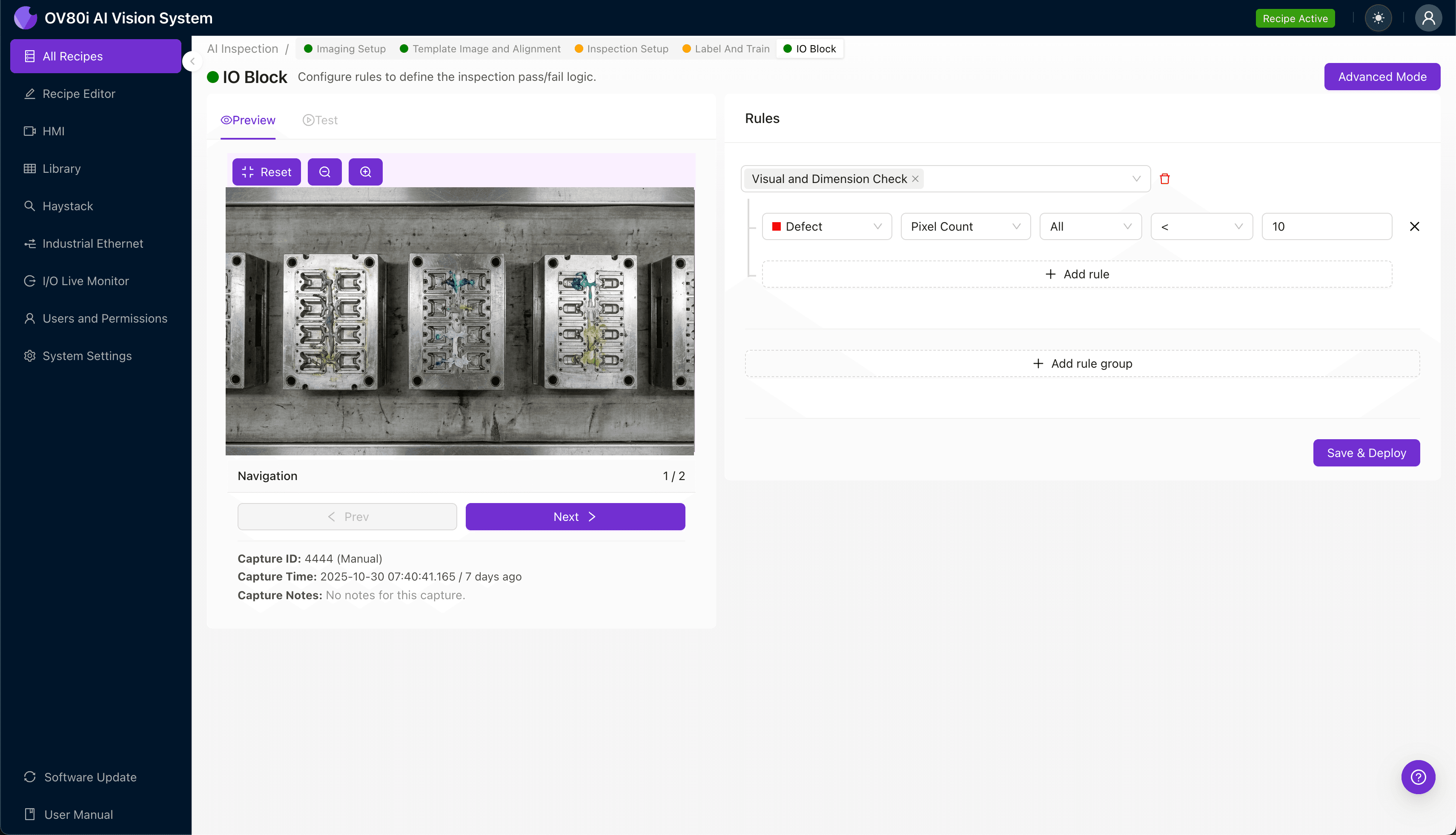
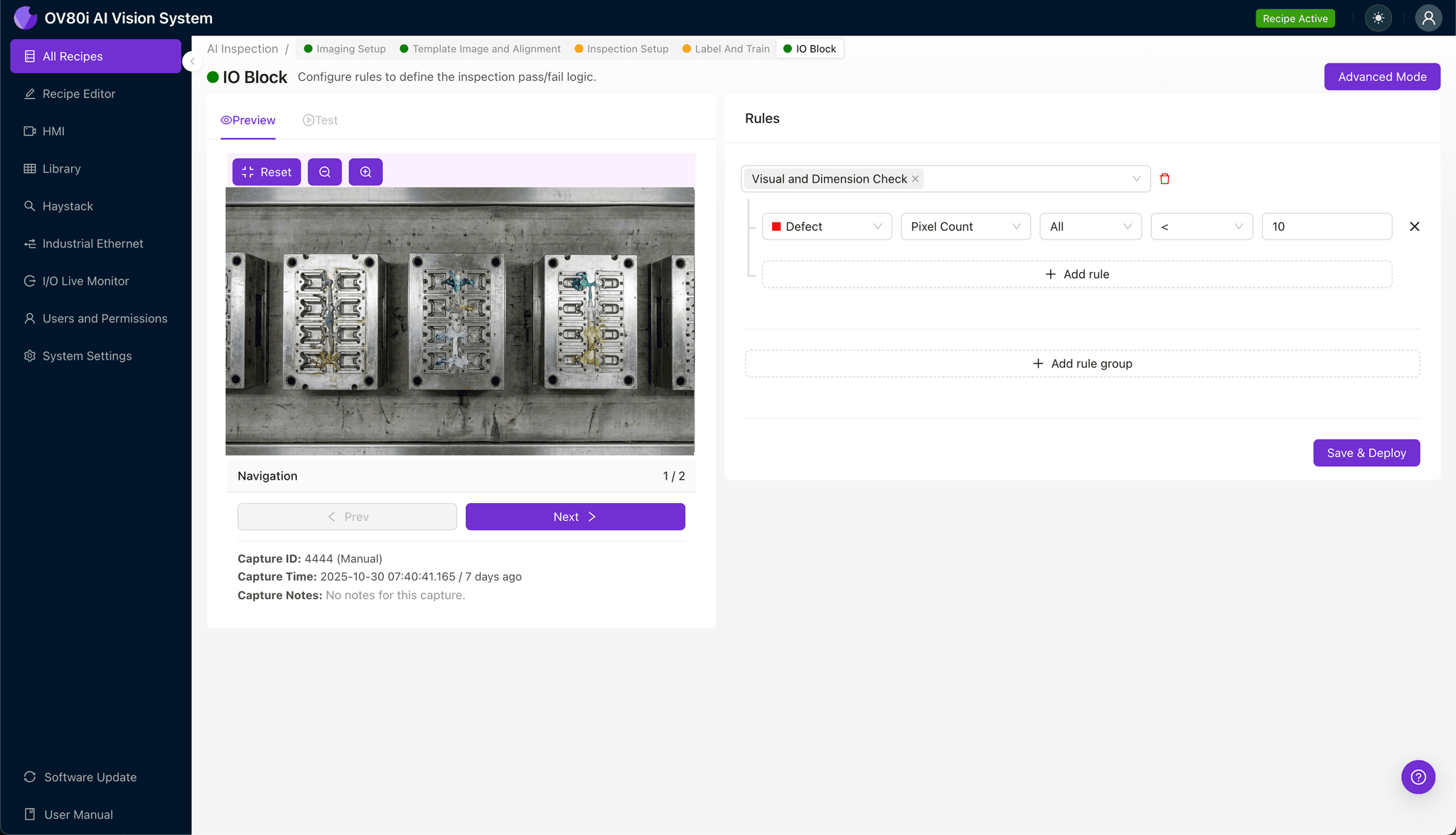
第五步:创建规则
根据您定义的检测类型配置通过/失败逻辑。设置与客户规格和内部质量标准一致的阈值。
通过将检测结果连接到拒收机制,在生产线上控制自动验收。未通过任何关键检测的零件触发自动转移,确保只有符合规格的零件向下游推进。
关键成果与投资回报
为多腔模具监控实施AI驱动的视觉检测可带来可量化的业务价值:
- 降低废品率 — 在特定型腔问题产生数小时缺陷零件之前发现它们
- 提高产量 — 以全生产速度进行100%内联评估,消除检测瓶颈
- 合规性和可追溯性 — 维护将缺陷与特定型腔、时间戳和生产运行相关联的详细检测记录
- 工艺改进见解 — 识别性能不佳的型腔,并将缺陷模式与工艺参数相关联,用于针对性的模具维护
通过将型腔差异从隐藏的质量风险转化为可行的生产情报,Overview.ai帮助制造商将其多腔模具转变为一致、高产量的资产。