Shielded Twinax with Carbonized Insulation from Laser Stripping: A Complete Visual Inspection Guide
"Laser stripping creates carbonized residue on shielded twinax cables that human inspectors struggle to detect consistently. Deep learning visual inspection eliminates this variability, catching subtle carbonization defects at full production speed while reducing scrap rates and improving signal integrity in high-speed data transmission applications."
The Problem: Why Carbonized Insulation Defects Slip Through
Laser stripping has become the preferred method for processing shielded twinax cables in high-speed data transmission manufacturing. However, the intense thermal energy required to ablate insulation creates carbonized residue that poses serious quality and reliability risks.
Common Defects in Laser-Stripped Shielded Twinax
- Carbonized residue deposits on exposed conductor surfaces reducing signal integrity
- Incomplete insulation removal leaving partial dielectric material between conductors
- Shield braid damage from excessive laser power causing frayed or severed shield wires
- Thermal discoloration zones extending beyond the intended strip area
- Micro-cracking in adjacent insulation from heat stress propagation
- Asymmetric strip profiles between the twin conductors affecting impedance matching
Human inspectors struggle with these defects because carbonization patterns are subtle and inconsistent. The dark residue often blends with shadow areas, and inspector fatigue compounds the problem during high-volume production runs where thousands of stripped cable ends pass through QC stations daily.
The Solution: Machine Vision and Deep Learning
Traditional rule-based vision systems fail on carbonized twinax inspection because the defects lack predictable geometric patterns. Deep learning changes this equation entirely—neural networks learn to recognize the visual signatures of carbonization, incomplete strips, and thermal damage by studying thousands of labeled examples.
Overview.ai's approach delivers consistent, objective inspection at full line speed. The OV80i system doesn't experience fatigue, doesn't suffer from subjective interpretation, and captures every cable end with the same precision whether it's the first unit of the day or the ten-thousandth.
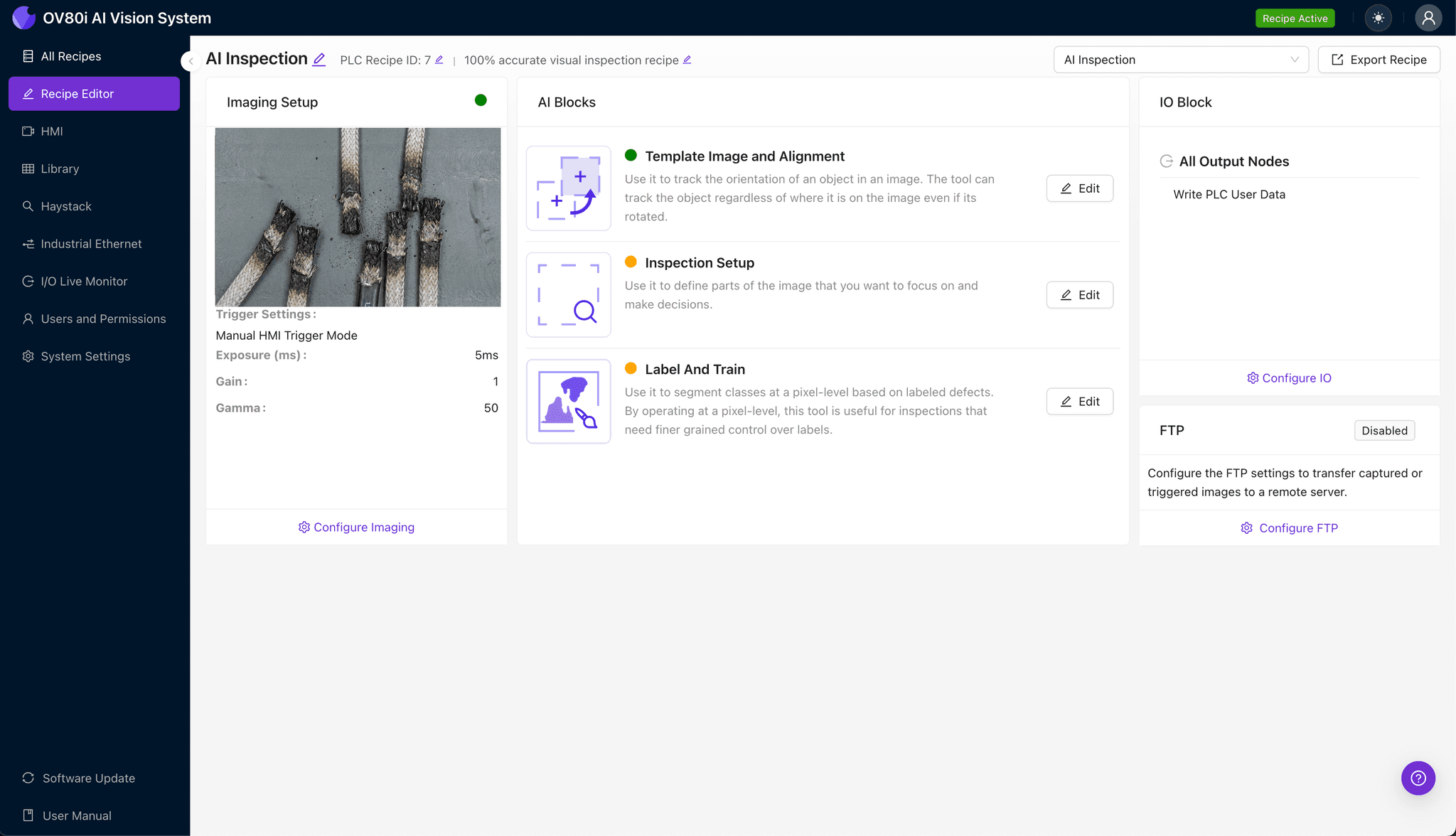
Step 1: Imaging Setup
Position the shielded twinax cable under the OV80i camera with the laser-stripped termination centered in the field of view. Proper fixturing is critical—the twin conductors and shield braid must be fully visible without obstruction.
Click "Configure Imaging" in the Overview interface to access Camera Settings. Adjust exposure to reveal carbonization contrast against the copper conductors, and fine-tune gain to capture subtle discoloration in the insulation jacket.
Click "Save" to lock in your optimized imaging parameters.
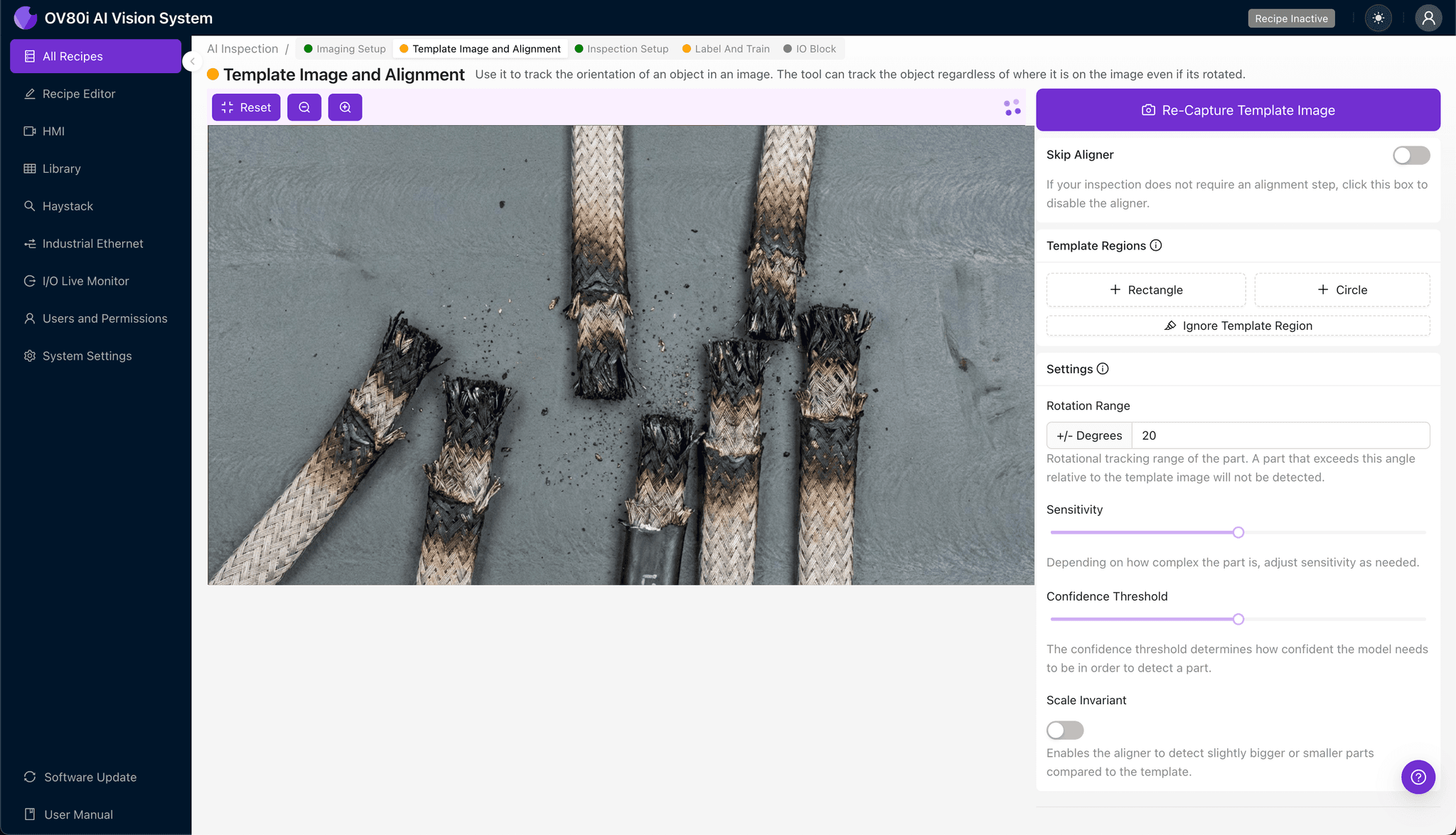
Step 2: Image Alignment
Navigate to the "Template Image" section and capture a reference image of a properly positioned twinax cable. This template establishes the baseline for consistent part alignment across production variations.
Click "+ Rectangle" to add an alignment region around the main cable body, encompassing both conductors and the shield termination area. Set the "Rotation Range" to 20 degrees to accommodate minor orientation differences as cables feed through the inspection station.
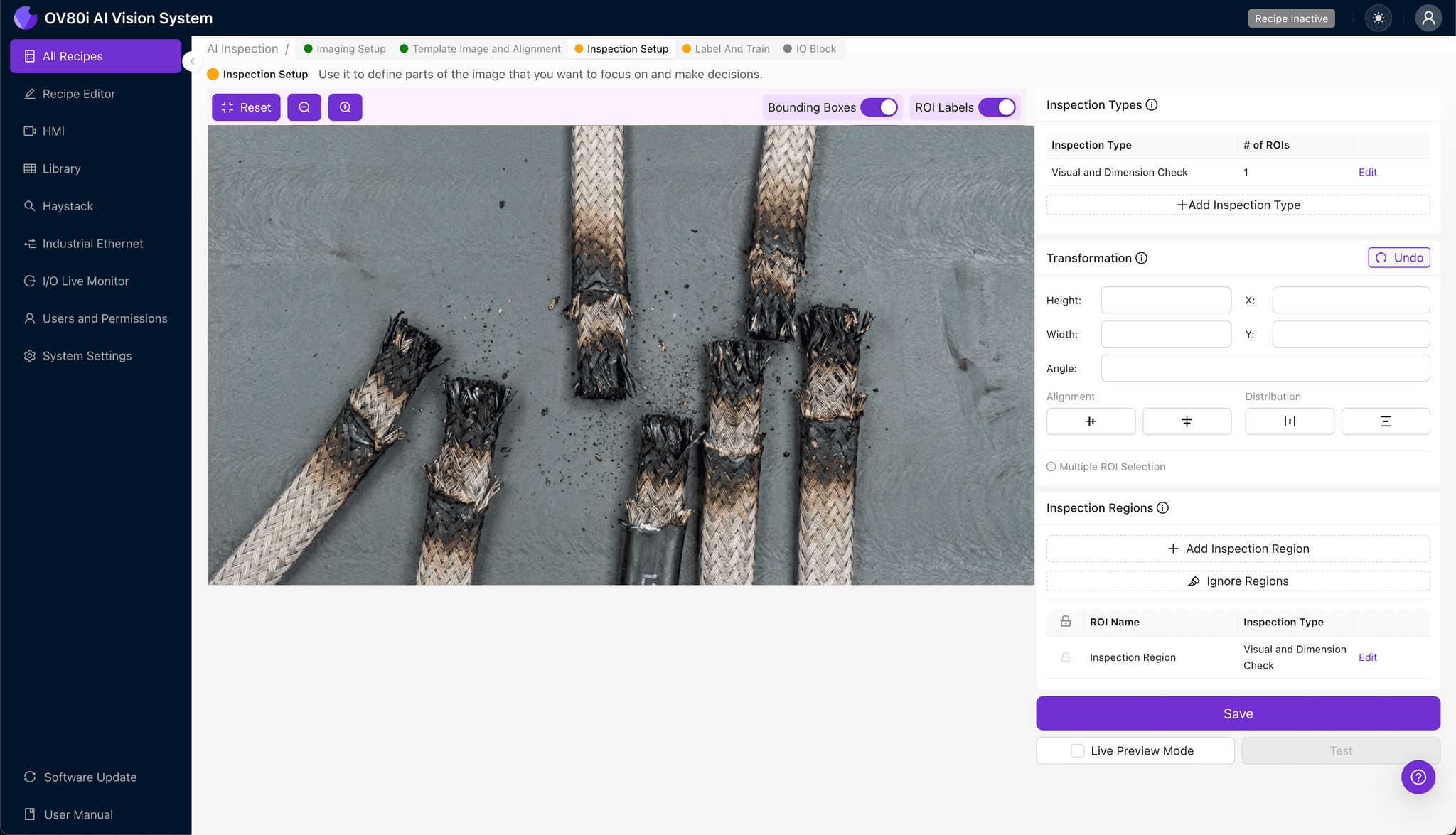
Step 3: Inspection Region Selection
Navigate to "Inspection Setup" to define where the system should focus its analysis. Rename your "Inspection Types" to match your quality specifications—for example, "Carbonization Check," "Strip Completeness," and "Shield Integrity."
Click "+ Add Inspection Region" for each defect category you need to monitor. Resize the yellow bounding box over critical areas: the exposed conductor surfaces, the insulation transition zone, and the shield braid termination point.
Click "Save" after defining all inspection regions.
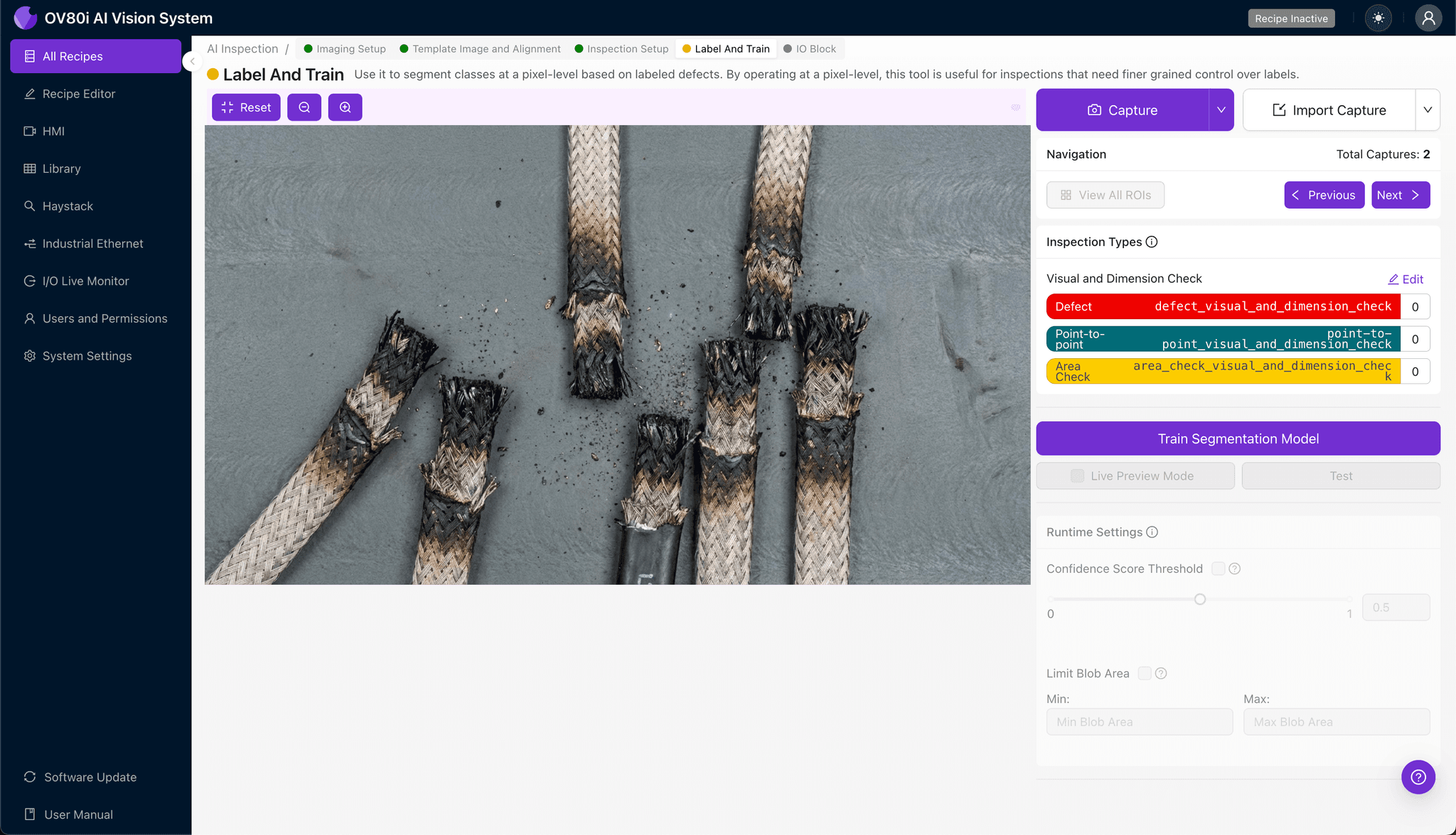
Step 4: Labeling Data
The human-in-the-loop labeling process trains the deep learning model to recognize your specific quality standards. Review captured images and classify each as Good (acceptable) or Bad (reject), building a dataset that represents real production variation.
Include representative samples across the full spectrum of acceptable parts—different copper oxidation levels, minor cosmetic variations, and edge-case passes. Equally important, label known failure modes: heavy carbonization, incomplete strips, and damaged shields so the model learns your rejection criteria.
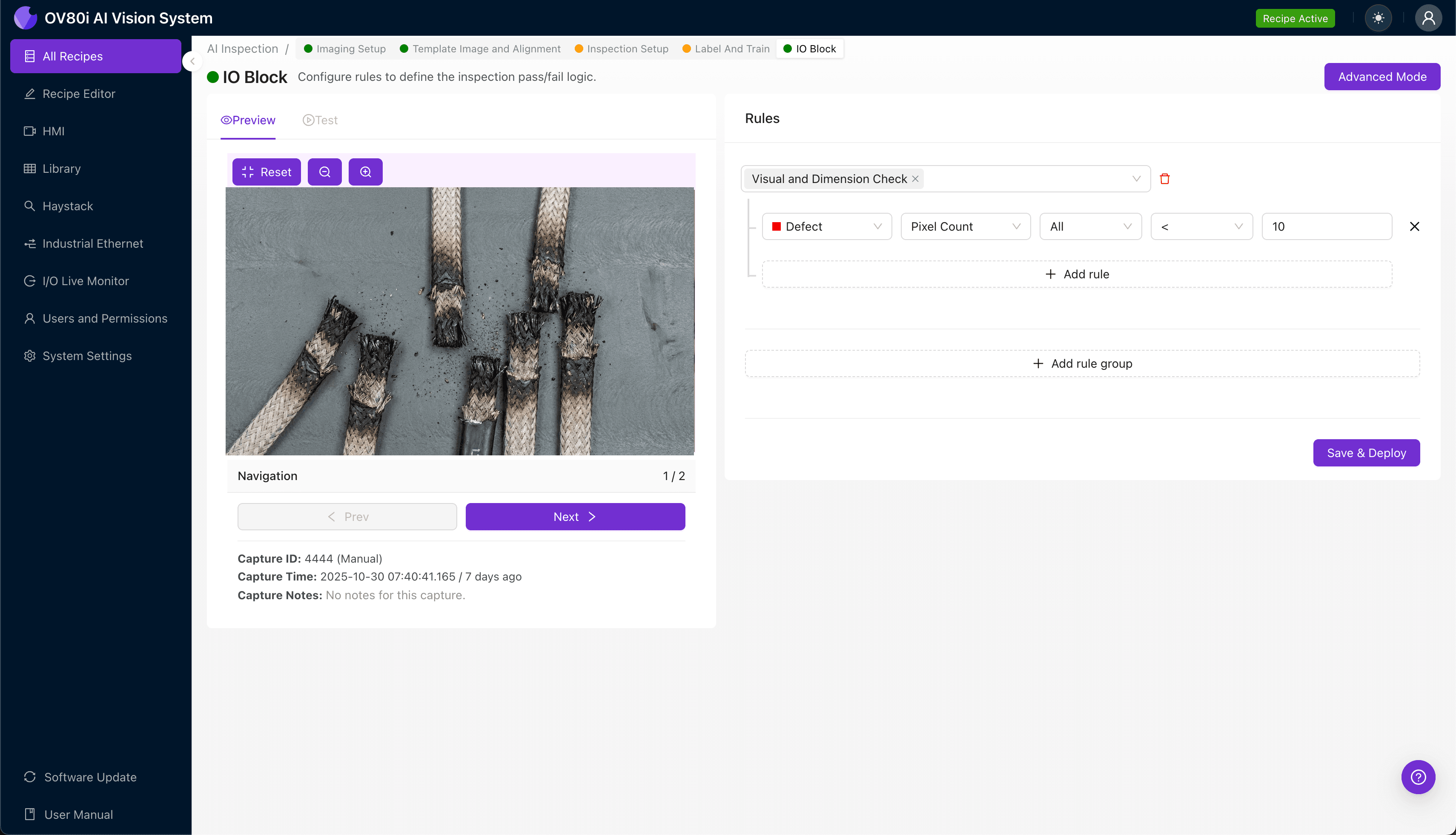
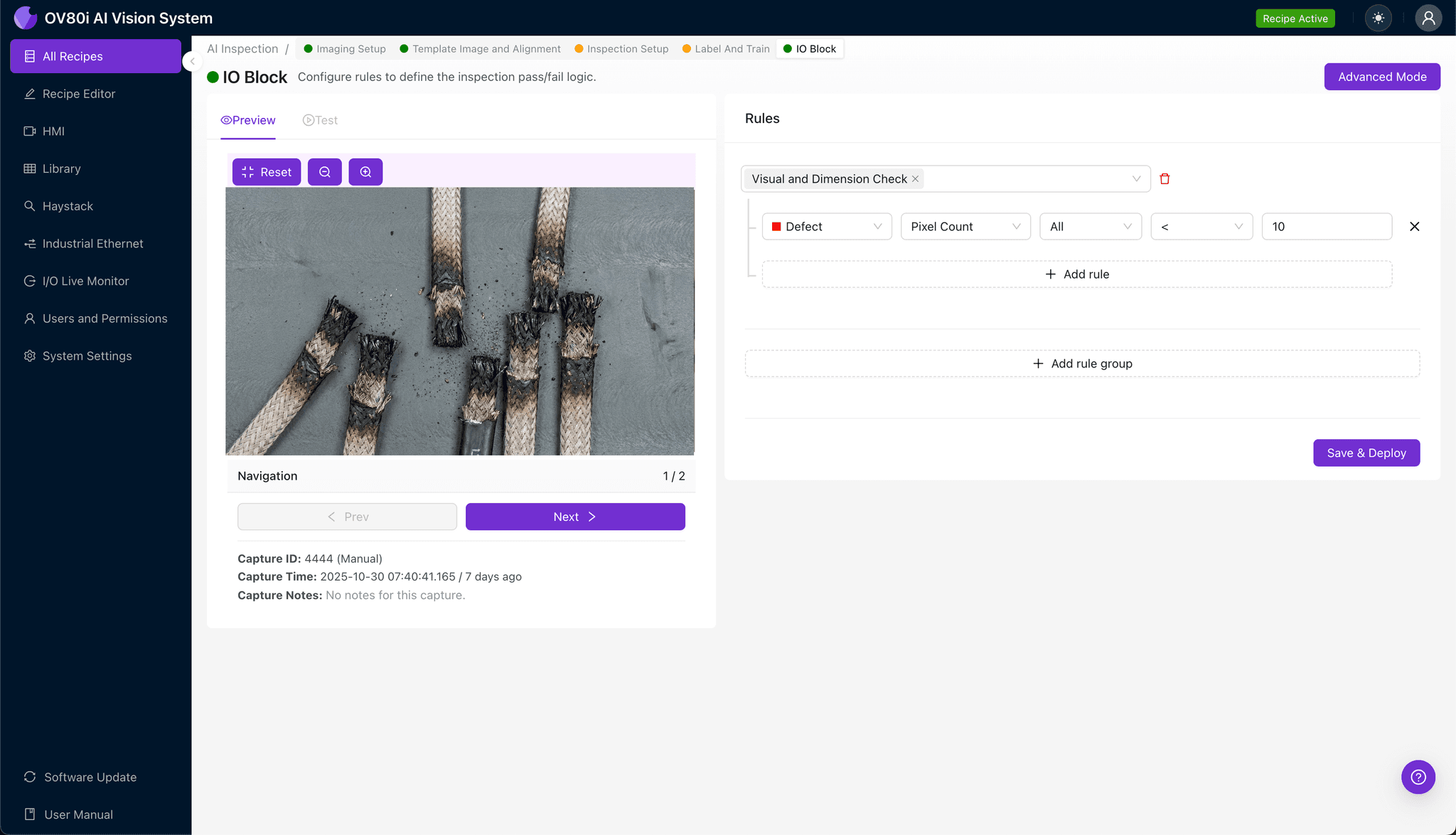
Step 5: Creating Rules
Configure your pass/fail logic based on the Inspection Types you defined. Set threshold criteria—for example, reject any part where "Carbonization Check" returns a defect confidence above 85%.
Gate automated acceptance on the line by connecting inspection results to your reject mechanism. Parts passing all inspection criteria continue downstream while flagged units divert automatically for rework or scrap disposition.
Key Outcomes & ROI
Implementing automated visual inspection for laser-stripped shielded twinax delivers measurable business impact:
- Reduced scrap rates by catching carbonization defects before assembly into expensive connector housings
- Higher throughput with 100% inline inspection eliminating bottleneck sampling stations
- Compliance and traceability through automatic image logging tied to serial numbers and lot codes
- Process improvement insights identifying laser parameter drift before it creates systemic quality issues
Conclusion
Carbonized insulation defects in laser-stripped shielded twinax represent exactly the type of subtle, variable quality challenge where deep learning excels. Overview.ai's visual inspection platform transforms this historically difficult inspection point into a reliable, data-driven quality gate.
Ready to eliminate carbonization escapes from your twinax production line? Contact Overview.ai to schedule a feasibility assessment with your actual cable samples.
Eliminate Carbonization Defects Today
Stop relying on manual inspection for your laser-stripped twinax cables. Deploy Overview.ai to catch carbonization defects instantly at full line speed.