塑料注塑AI缺陷偵測:實用指南
注塑工藝會產生一類非常具體、非常視覺化、又很難在生產節拍下用人眼可靠識別的缺陷。黑色保險杠上0.1mm的縮痕。透明壳體上的熔接線。連接器本體上的飛邊毛刺。這些都是品質工程師在實驗室里能識別、但在每分钟240件、连續12小時的轮班中會被疲劳吞噬的缺陷。
這正是AI視覺所擅長的檢測問題。對象具體、可重複、視覺特徵鲜明,零件幾何相對受限。經济賬算得通,部署速度快,ROI也有充分記录。宝马莱比锡工廠在保險杠生產線上整合AI視覺後,報廢率下降34%。這不是願景數位,而是系統正確調優後,產線節拍下持續檢測能够交付的真實結果。
本文是面向塑料注塑AI檢測的實用缺陷目录與部署指南。亦可参阅注塑件完整性應用頁,瞭解Overview AI在該領域的完整架构。
缺陷目录
縮痕
冷却不均導致的小型表面凹陷,通常出現在厚壁段或加強筋根部。在外观面上属於外观缺陷,在結构面上属於結构缺陷。亚毫米級縮痕(深度0.1到0.5mm)是最難被肉眼識別的一類,尤其是在深色或帶紋理的表面。AI視覺配合掠射角照明與具備深度感知的分類器可可靠檢測。
欠注
模具未充滿,零件缺失幾何特徵。一律判廢。透過與已知良品基線進行轮廓比對即可輕松檢測。欠注通常是首批部署的缺陷類別之一,因為檢測原理直接,且後果(下游裝配失败)严重。
飛邊
在分型線、排气槽或顶針位置出現的多余材料。功能面上的飛邊導致裝配問題;外观面上的飛邊客戶會判退。檢測要求沿整條分型線達到亚毫米級邊緣解析度。基於飛邊幾何形態訓練的AI分類器在此類問題上表現良好;規則式視覺系統則较為吃力,因為分型線會因模具與材料批次不同而出現細微變化。
熔接線(熔合線)
充模過程中两股流體前沿匯合處可見的接缝。始終存在,但有時明显到足以构成外观判廢依據。透明或半透明件上的熔接線尤其显眼。檢測方案:表面紋理分類器,結合按位置定阈值(部分非可見區域的熔接線可接受)。
翘曲
冷却不均或残余應力導致的尺寸畸變。可透過3D檢測或與CAD模型的尺寸比對捕獲。翘曲属於纯2D AI視覺不足以應對的場景之一;建议搭配結构光或激光三角量測進行量測。
銀紋(銀絲)
樹脂受潮或工藝波動導致的表面條紋。在外观面上属於判廢缺陷,尤其在深色或帶色母材料上。檢測:面向條紋紋理的訓練分類器,并以高召回率為優先目標,因為銀紋往往提示上游樹脂處理需要關注的問題。
烧焦
充模過程中長流道末端被困气體被點燃形成的深色變色區。一律判廢。檢測:基於颜色的分類器,配合形状與位置過滤,以與正常紋理變化區分开來。
气泡與空洞
透明件上可見為內部气泡;不透明件上則表現為表面凹陷或強度薄弱區。檢測:透明件采用背光成像加AI分類器;不透明件需要具備深度感知的檢測,或在產線架构允许時采用固化後熱成像。
異物污染
來自上游樹脂處理的颗粒、纖維或颜色污染。檢測:基於工廠實際观察到的污染類型訓練像素級分割分類器。合成資料增強在此尤其有用,因為真實污染樣本稀少且形態多樣。
相機該裝在哪里
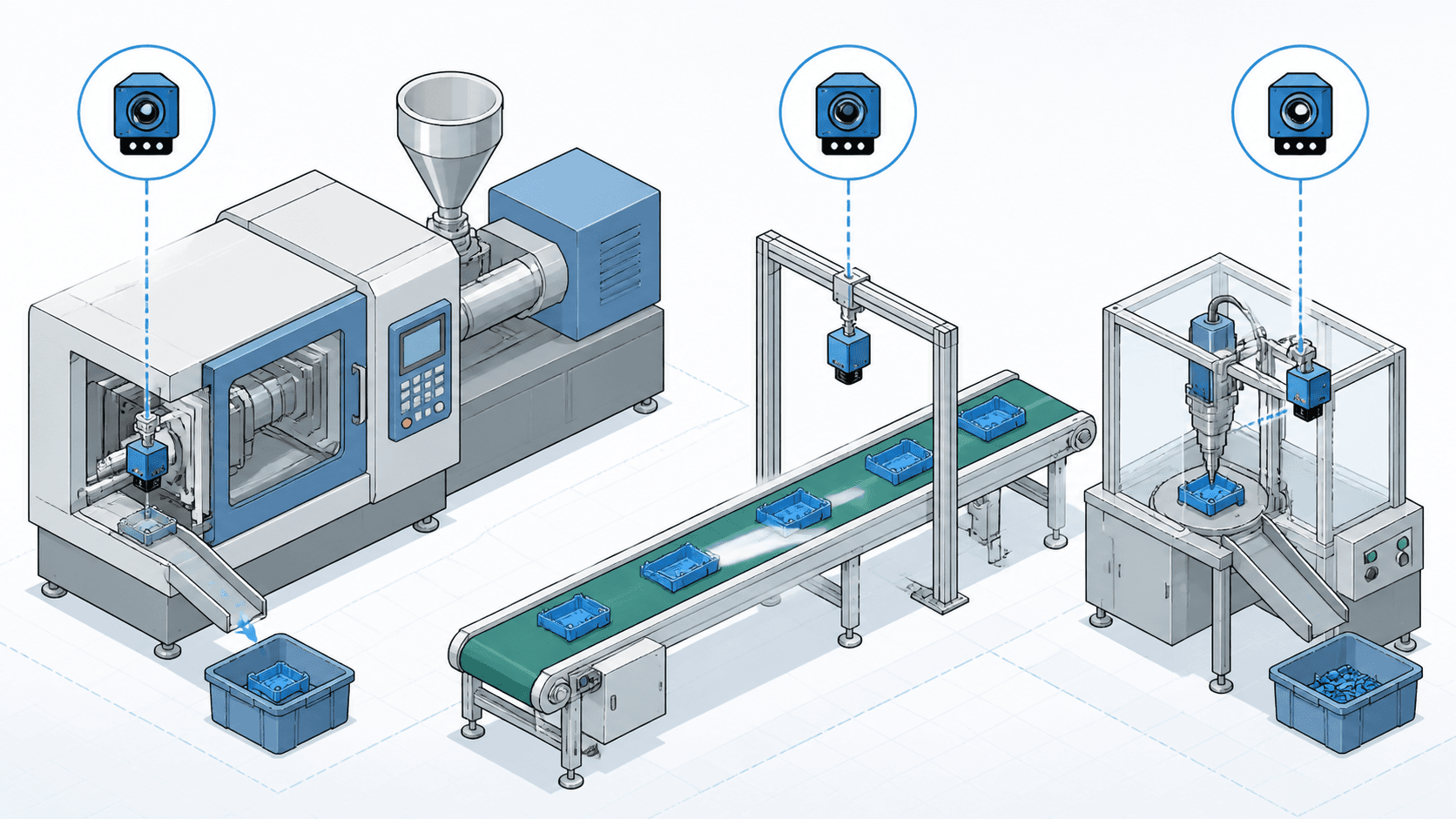
檢測相機的三種布置選項,各有取舍:
注塑機旁、剛顶出後。在任何搬運損傷發生之前捕獲缺陷。讓注塑機控制系統能够自動標記并分流不良件。缺點:相機面臨熱應力、來自壓機的振動以及拍摄角度受限。
傳送帶後、下游加工前。最常見的布置位置。熱環境稳定,可設多個拍摄角度,可實現完整360度檢測。缺點:不良件可能已被搬運或堆疊。
修邊或二次工序之後。當二次工序(去浇口、修邊、粘接)會引入自身缺陷類別時尤為有用。在每道二次工序前後各做一次檢測,便於定位失效環節。
對多數產線而言,傳送帶後是合適的起點。對於高節拍、高单件價值的零件,把相機布置在壓機旁、在不良件離开壓機前就拦截,可显著降低下游浪費,值得投入熱管理改造。
照明比相機更重要
注塑檢測的多數失败属於照明失败,而非演演演算法失败。黑色塑料、光面與複雜幾何都需要細致的照明設計。详見照明最佳實践,其中详細介绍了架构選擇。
注塑檢測的常用清单:
- 漫射穹顶照明:用於強反射或光面表面。
- 掠射角結构光:用於縮痕、凹坑與表面缺陷。
- 背光照明:用於透明或半透明件,檢測气泡與夹雜物。
- 同轴照明:用於強镜面反射表面,需要控制反光。
- 多光谱成像:用於標準RGB下不可見的同色污染。
訓練資料:從5到20張影像起步
現代AI視覺平台在多數注塑缺陷類別上,每類僅需5到20張真實缺陷影像即可達到生產級精度。關鍵不在原始影像體量,而在生產範围內的影像品質與多樣性。
對於稀有缺陷類別(低於1/10,000),合成缺陷生成可在不必等待數月自然樣本積累的情况下補齊空缺。完整機制详見我們的HVMM製造合成資料白皮書。
當一副模具產出多個產品變體(不同颜色、不同嵌件、不同模後處理)時,應按變體訓練獨立模型。Style Transfer可在變體間傳遞同一缺陷類別,無需為每種颜色或材料變化重新采集樣本。
生產經济賬
典型注塑產線在稳定生產時的報廢率為1%到5%。AI視覺部署普遍報告報廢率下降20%到40%,主要來自更早識別缺陷、避免不良件繼續累計下游加工成本。
一條年產1,000萬件、单件$0.50的典型產線,若在3%的基础報廢率上下降30%,每年每條產線大约可挽回$45,000。在多數生產體量下,檢測系統在一年內回本;在汽車一級供應商的零件項目上,回收期通常在6個月以內。
如何起步
多數成功的注塑部署遵循一個4周節奏。第1周:在選定檢測點安裝相機,針對優先缺陷類別采集良品與不良品樣本。第2到3周:扩展到全部缺陷類別與零件變體。第4周:與PLC整合,自動化分流不良件,與并行人工檢測進行驗證。
更多關於部署節奏的內容,参見快速實施。