使用AI電腦視覺進行刹車片視覺檢測
•5分钟阅讀
視覺檢測品質控制機器視覺
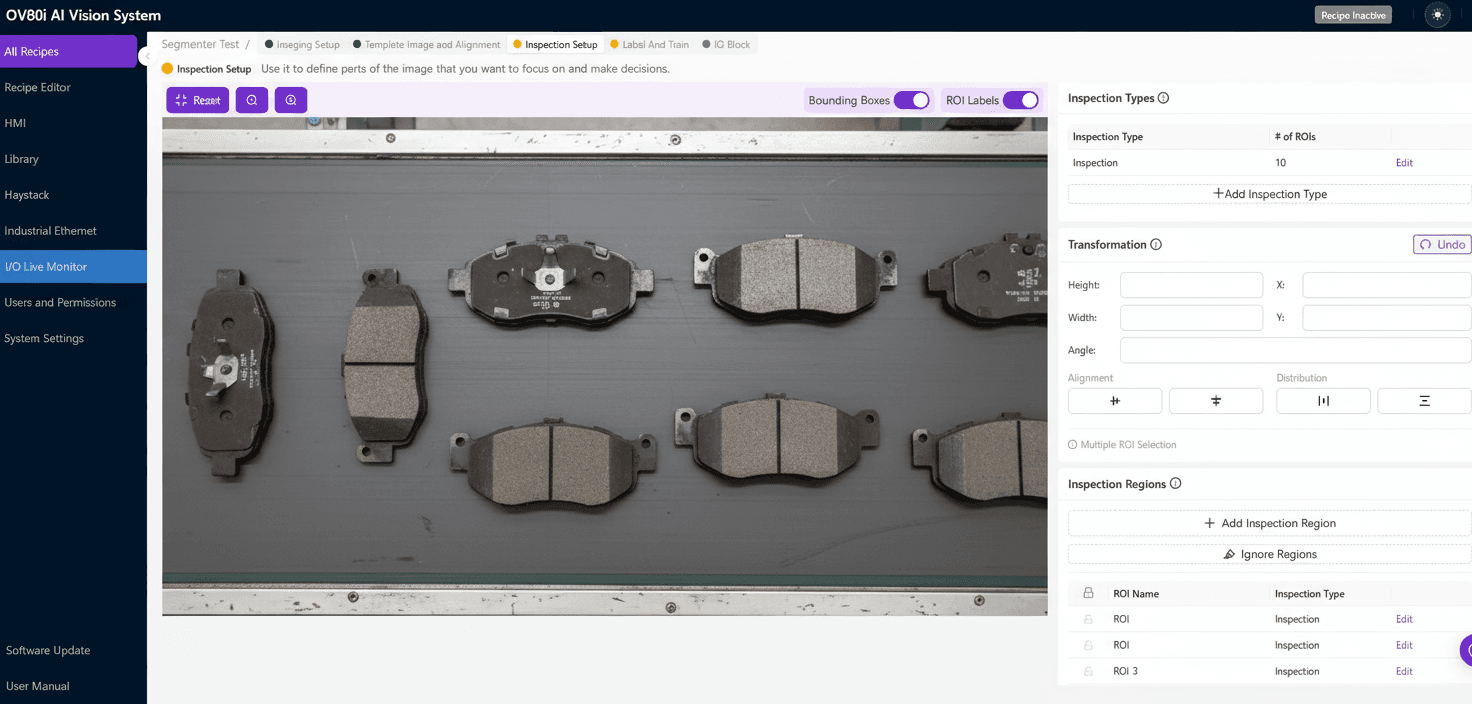
刹車片品質對安全至關重要,但手動檢查在生產線速度下會遺漏微缺陷、尺寸漂移和裝配错誤。AI驅動的機器視覺系統提供100%在線檢測、計量和裝配驗證--減少逃逸、返工和NVH相關退货,同時提高吞吐量和可追溯性。
問題:為什麼傳統刹車片QC遺漏重要缺陷
刹車片視覺檢測聽起來很简单--直到您扩展到高混合SKU、深色摩擦材料、多尘環境和亚毫米公差。人工檢測和透過/不透過量具在一致性和覆蓋率方面存在問題,特別是在節拍時間壓力下。
實践中出現的問題:
- 微缺陷本質上難以看到
黑色摩擦表面上的發絲裂紋、碎片、空隙和气孔;預示分層的粘合剂挤出或薄粘合線;背板上不完整的油漆或粉末塗層覆蓋。 - 尺寸漂移是渐進的和多因素的
磨削後的厚度變化、锥度、楔形和平面度;導致NVH的倒角角度、長度和槽宽/位置變化;感測器铆釘高度和墊片壓縮超出規格。 - 裝配错誤間歇性逃逸
缺失/错位的墊片、彈簧、卡扣或磨損指示器;由於SKU激增導致的错誤刹車片/墊片組合(混淆);磨損感測器上的電缆布線错誤和方向错誤。 - 表面和材料條件隐藏缺陷
烧蚀均匀性難以目測判斷;過烧/欠烧影響磨合;油脂/油污污染和嵌入的碎屑;塗層眩光,喷丸後的紋理變化。 - 過程現實超過人類和手工工具
將停留時間限制為幾分之一秒的生產線速度;班次和地點之間的疲劳和主观性;抽樣檢查和卡尺只量測幾個點,而不是整個刹車片。 - 逃逸成本高
NVH投诉(尖叫、振動)、過早磨損和保修索赔;在受监管的IATF 16949環境中的安全和品牌風險;減慢流程并隐藏上游過程問題的返工循環。
傳統QC不是為複雜表面和裝配件的100%即時覆蓋而設計的。這就是AI自動化視覺檢測變得决定性的地方。
解決方案:100%在線刹車片檢測的AI視覺
AI電腦視覺將刹車片品質從基於抽樣的檢查轉變為连續、全面的檢測。現代視覺檢測系統結合客製照明、多視角相機、2D/3D計量和深度學習,以生產速度檢測細微外观缺陷并驗證裝配。
生產就绪系統的构建方式:
- 高速稳健成像: 多相機視角、用於3D的結构光和專門照明以暴露缺陷。
- 針對刹車片調優的AI模型: 缺陷分割、關鍵點模型、分類和用於可追溯性的OCR。
- 計量級效能: 亚0.1毫米可重複性、自動漂移補偿和SPC儀表板。
- 工業整合: PLC握手、防尘外壳、高混合生產線的配方控制和集中管理。
AI視覺在刹車片上檢測什麼:
- 摩擦材料: 厚度、平面度、倒角、槽、裂紋、空隙、烧蚀均匀性和污染。
- 背板和粘合: 板幾何形状、毛刺、粘合剂覆蓋、挤出和油漆品質。
- 裝配驗證: 墊片、卡扣、彈簧和磨損指示器的存在和對齊;感測器铆釘高度和電缆布線。
- 混淆預防和可追溯性: 即時SKU識別和條形碼/OCR與訂单資料核對。
透過在檢測和資料之間闭環,機器視覺系統不僅拒绝壞件;它們暴露上游原因,以便您可以修複過程--磨削漂移、倒角工具磨損、粘合剂分配變異性或烧蚀炉不平衡。
關鍵應用和成果
在典型刹車片生產線上檢測的位置:
- 壓制/烧結後: 檢測裂紋、分層風險、气孔。
- 磨削/倒角/开槽後: 量測關鍵尺寸,標記碎片和毛刺。
- 烧蚀/喷漆後: 驗證烧蚀圖案和塗層覆蓋。
- 裝配单元: 完整裝配驗證(墊片、卡扣、感測器)。
- 最終包裝和標籤: 計數、標籤可讀性和SKU/訂单匹配。
您可以量化的業務成果:
- 更少逃逸,更少退货: 從ppm級降到接近零逃逸并減少NVH投诉。
- 更少返工和更高產量: 早期檢測防止為廢品增加價值并實現資料驅動的維護。
- 更高吞吐量和劳動效率: 200毫秒內的在線决策允许重新部署手動檢驗員。
- 合規性和可追溯性: 用於審計的端到端序列化和數位記录。
- 持續過程改進: 趨勢分析帮助定位和修複上游根本原因。
為什麼是現在:
- AI模型現在在低對比度刹車片表面上優於手工编碼規則。
- 現成的相機和照明以更低的成本滿足計量需求。
- 無代碼/低代碼部署加速價值實現時間,即使在高混合生產線上。
如果您仍然依赖手動檢查和偶爾的量具,您正在接受不必要的變異性。現代AI電腦視覺檢測系統以生產線速度提供一致、客观的結果,將刹車片品質從檢測提升到保證。
想要實施刹車片視覺檢測或升級遺留系統?Overview的機器視覺系統將AI精度與生產級可靠性相結合,帮助刹車製造商透過即時、可操作的資料扩展零缺陷品質。