多腔模具不平衡流動:完整視覺檢測指南
"多腔模具中的不平衡流動會產生隐藏的品質風險,型腔間差異使手動檢測失效。AI驅動的機器視覺以全生產速度檢測所有型腔中的細微缺陷模式,將型腔差異轉化為可行的工藝情報。"
問題:型腔差異產生隐藏的品質風險
多腔模具對於高產量注射成型生產至關重要,但型腔之間的不平衡流動仍然是塑料製造中最持久的品質挑戰之一。當聚合物熔體不能均匀填充每個型腔時,結果是尺寸不一致性和因腔而異的缺陷模式。
型腔流動不平衡導致的常見缺陷:
- 欠注 - 由於材料無法到達外部型腔而導致的不完整型腔填充
- 飛邊 - 在過度填充型腔中從分型線逸出的多余材料
- 縮痕 - 由不均匀冷却和填充壓力引起的表面凹陷
- 翘曲 - 由型腔間差異收縮率引起的尺寸變形
- 熔接線缺陷 - 流動前锋在不同温度下相遇的結构缺陷
- 光泽變化 - 不一致的表面光洁度揭示型腔間的填充速率差異
多腔零件的手動檢測眾所周知地不可靠,因為檢驗員必须同時评估具有細微的、特定型腔變化的大量零件。當每分钟比较數十個幾乎相同的零件時,人類疲劳迅速出現,捕獲型腔間漂移所需的一致性在生產速度下简单地超出了人類能力。
解決方案:深度學習驅動的機器視覺
配備深度學習演演演算法的機器視覺系統在精確完成那些使人工檢驗員失败的任務方面表現出色:在大量相似零件中檢測細微的、可重複的模式。與在注射成型中固有的自然變化中掙扎的基於規則的系統不同,AI驅動的檢測学习每個型腔位置的可接受範围,并標記統計異常值。
Overview.ai的方法以全線速度提供一致、客观的檢測--评估每個型腔的每個零件而不進行抽樣妥協。該系統建立特定型腔的基準,使製造商不僅能識別缺陷零件,還能在廢品率升級之前識別問題型腔。
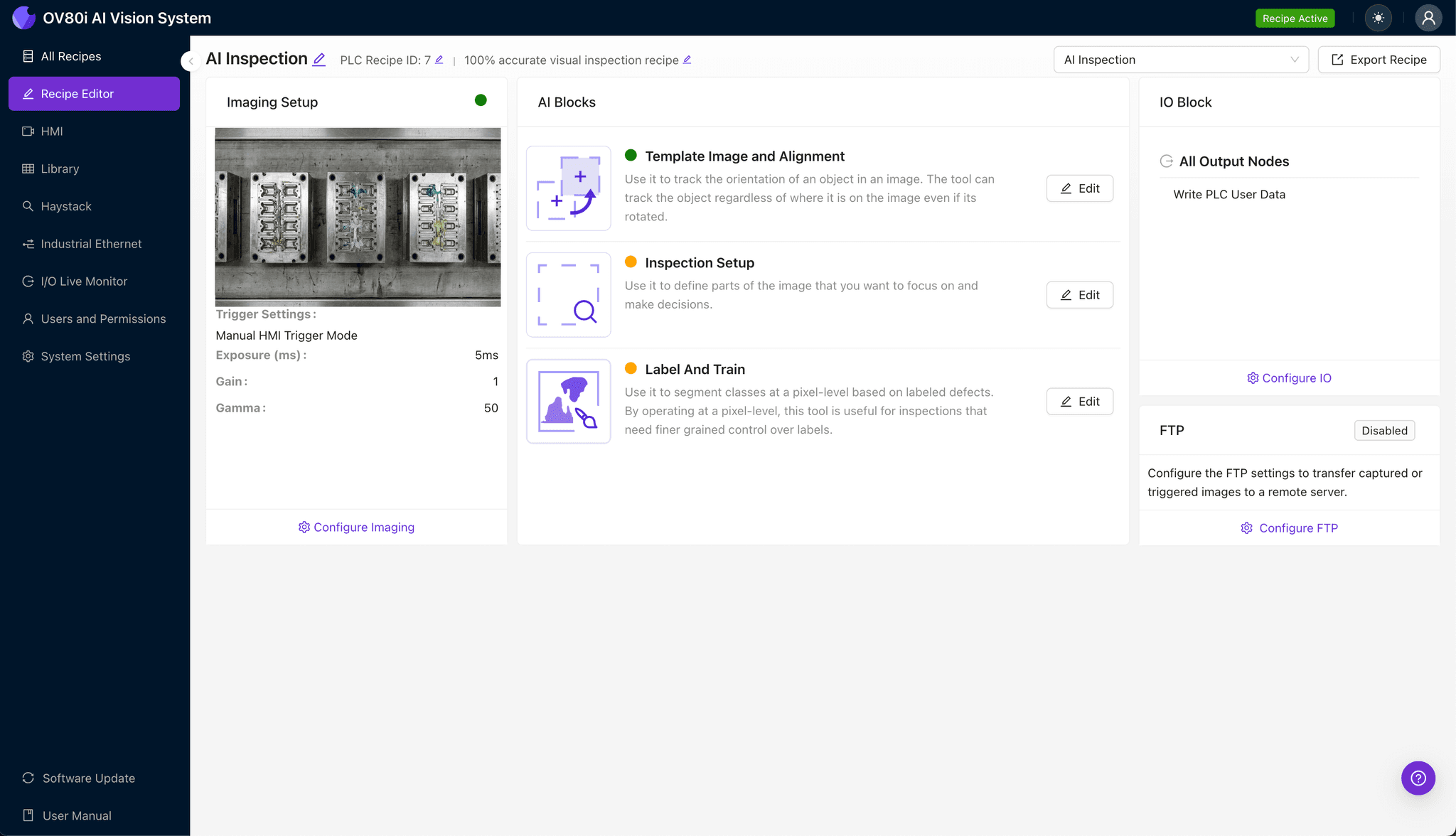
第一步:成像設定
將您的多腔成型零件放置在OV80i相機系統下,確保零件從模具出來或透過傳送帶到達時方向一致。適當的照明對於檢測縮痕和光泽變化等表面缺陷至關重要。
點击Overview介面中的"設定成像"以访問相機設定。調整曝光和增益,直到表面細節清晰可見,在反光區域不過曝。
點击"保存"以鎖定您的成像參數。
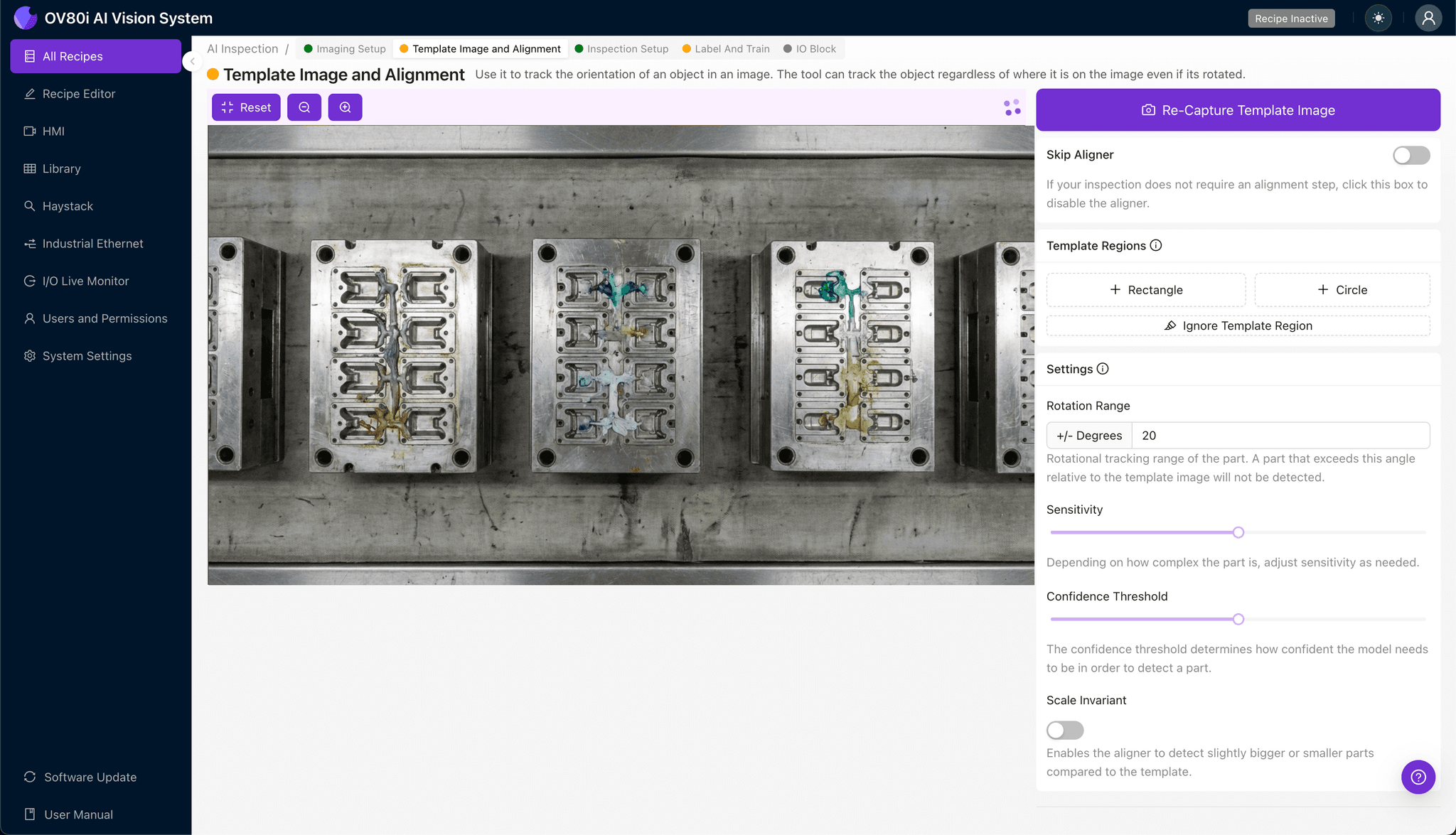
第二步:影像對齊
在設定菜单中導航至"模板影像"。使用以標準方向定位的已知良品零件捕獲模板。
點击"+ 矩形"在零件主體周围添加對齊區域。該锚點確保無論定位的微小變化,檢測都保持一致。
將"旋轉範围"設定為20度,以適應生產線上零件呈現中的任何旋轉差異。
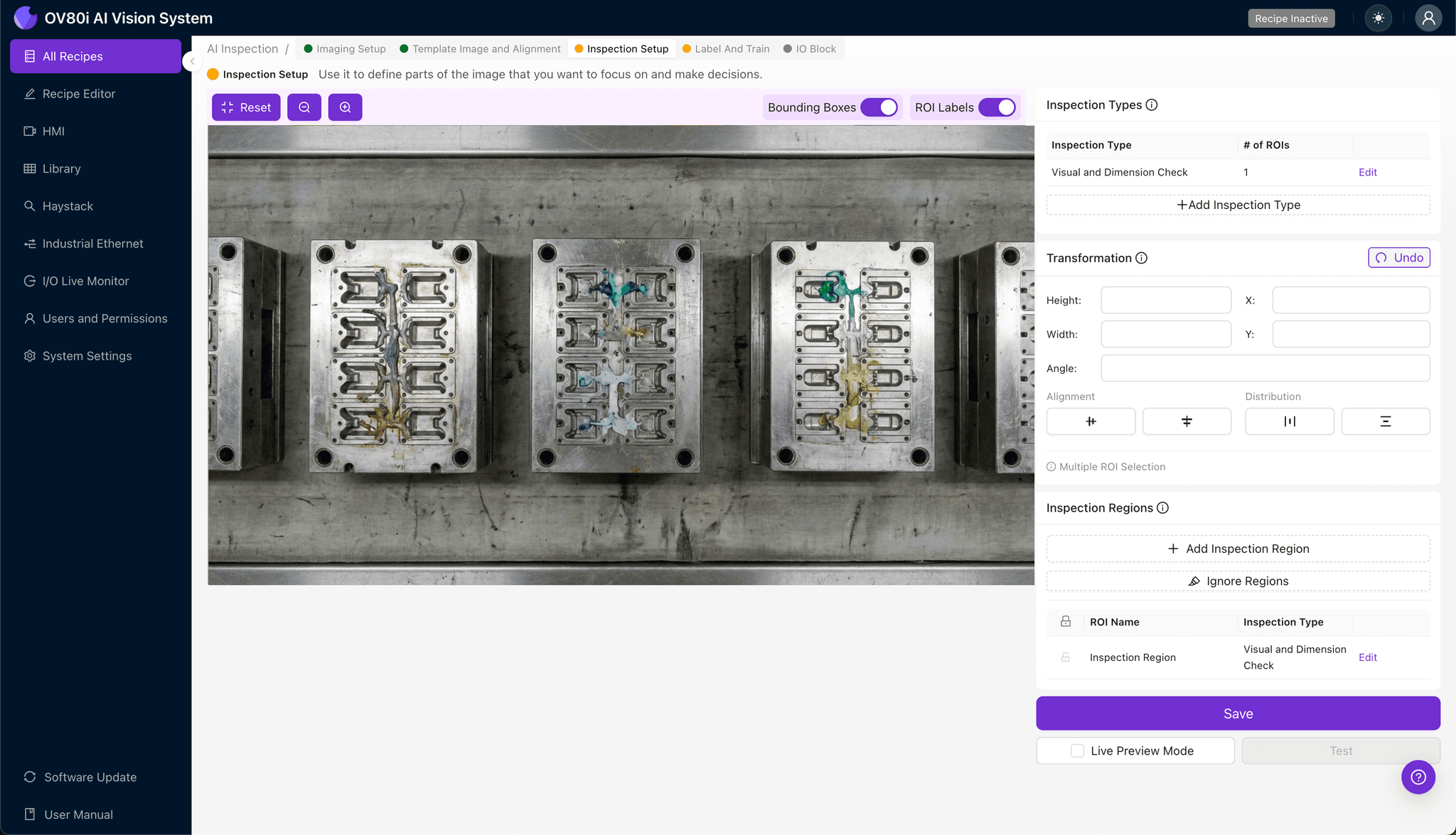
第三步:檢測區域選擇
導航至"檢測設定"以定義您的關鍵评估區域。重命名您的"檢測類型"以反映特定型腔缺陷--例如"欠注"、"縮痕"或"飛邊檢測"。
為每個缺陷類別點击"+ 添加檢測區域"。調整黄色邊界框的大小,以覆蓋關鍵區域:浇口位置、薄壁截面、分型線和外观表面。
設定完所有檢測區域後點击"保存"。
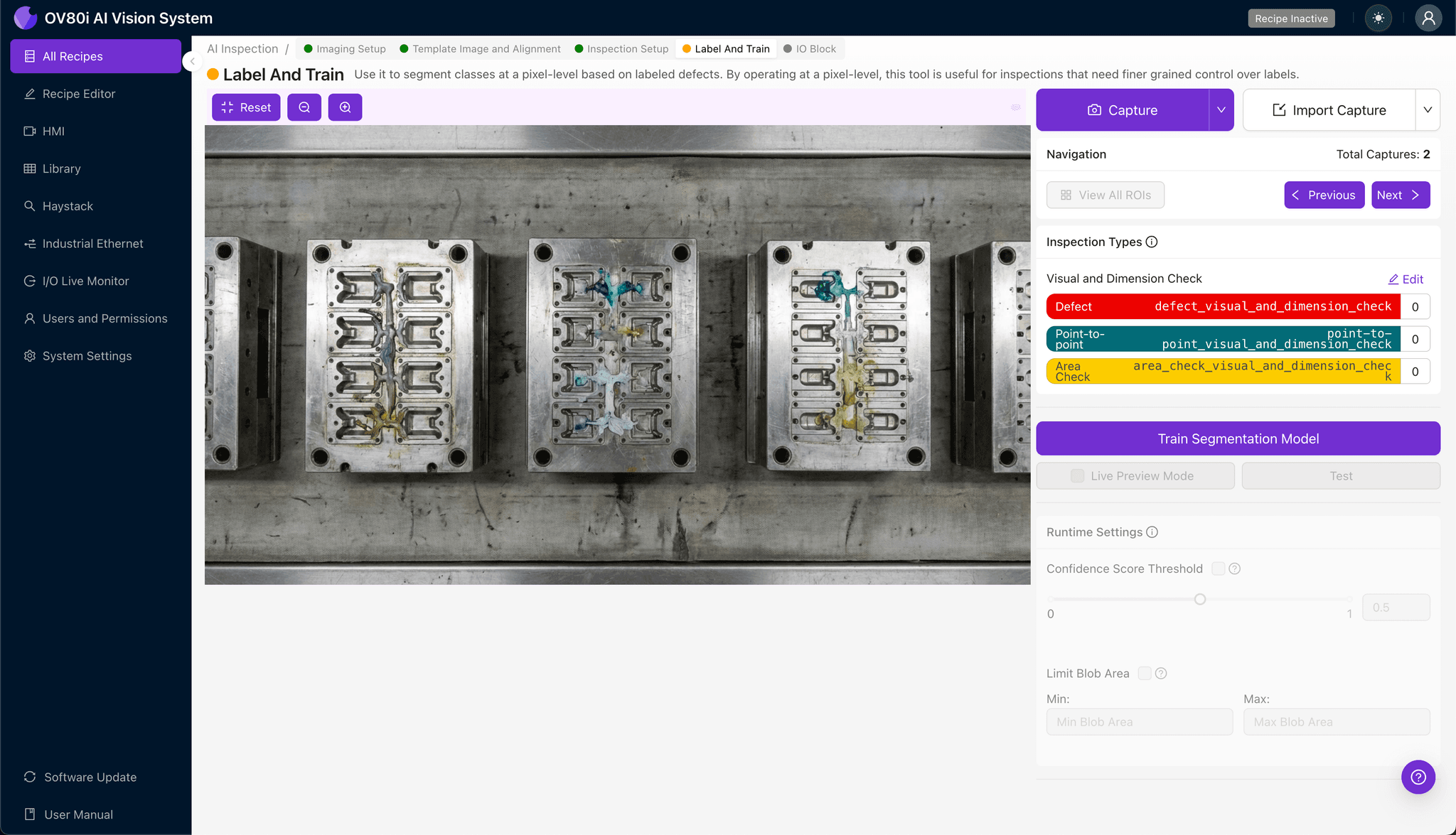
第四步:資料標記
人機協作標記過程訓練AI識別您的特定品質標準。查看捕獲的影像,根據您的驗收標準將每張影像標記為良品或不良品。
在所有型腔中纳入具有代表性的樣本,捕獲型腔位置之間的自然變化。確保已知失效模式--來自外部型腔的欠注、來自內部型腔的飛邊--在您的訓練資料集中充分代表。
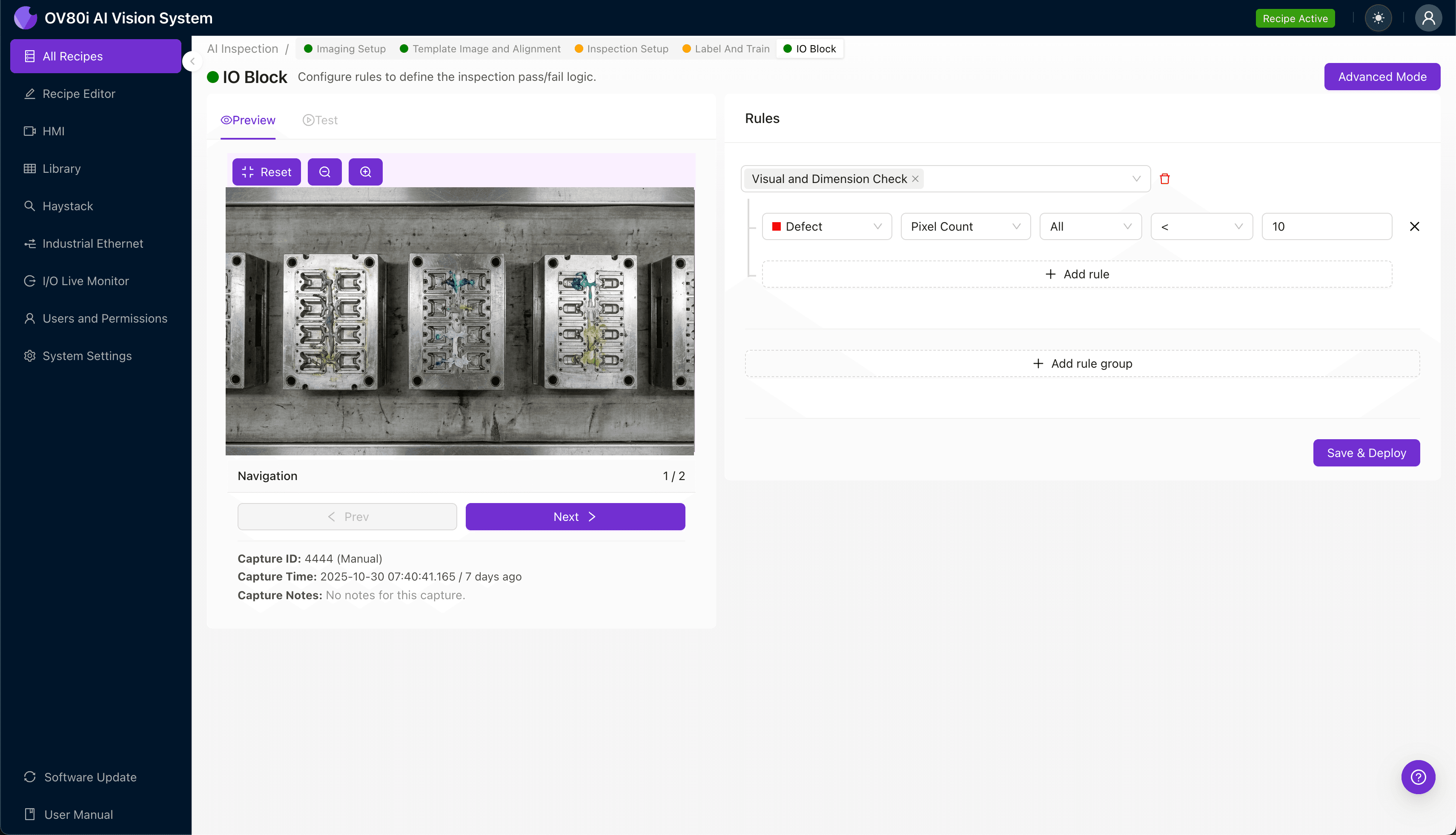
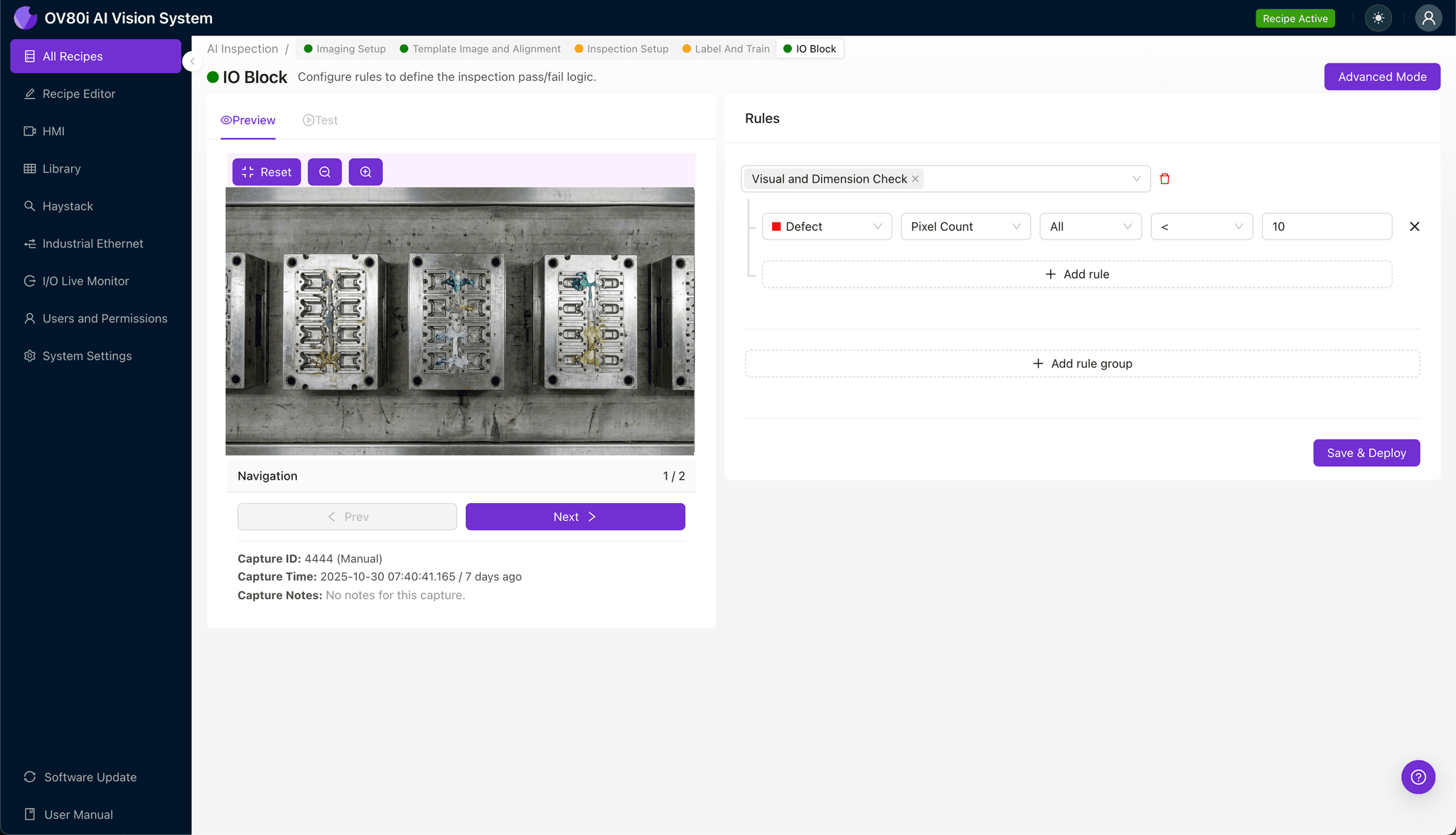
第五步:創建規則
根據您定義的檢測類型設定透過/失败逻辑。設定與客戶規格和內部品質標準一致的阈值。
透過將檢測結果連接到拒收機制,在生產線上控制自動驗收。未透過任何關鍵檢測的零件触發自動轉移,確保只有符合規格的零件向下游推進。
關鍵成果與投資報酬
為多腔模具監控實施AI驅動的視覺檢測可帶來可量化的業務價值:
- 降低廢品率 - 在特定型腔問題產生數小時缺陷零件之前發現它們
- 提高產量 - 以全生產速度進行100%內聯评估,消除檢測瓶颈
- 合規性和可追溯性 - 維護將缺陷與特定型腔、時間戳和生產運行相關聯的详細檢測記录
- 工藝改進見解 - 識別效能不佳的型腔,并將缺陷模式與工藝參數相關聯,用於針對性的模具維護
透過將型腔差異從隐藏的品質風險轉化為可行的生產情報,Overview.ai帮助製造商將其多腔模具轉變為一致、高產量的资產。